Descargar para leer sin conexión
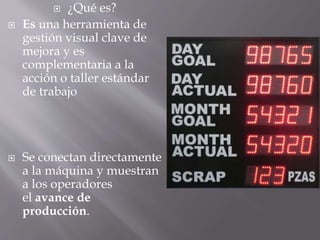

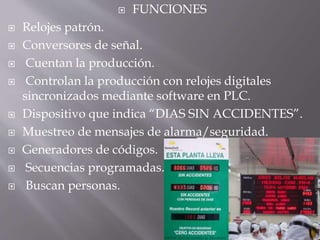
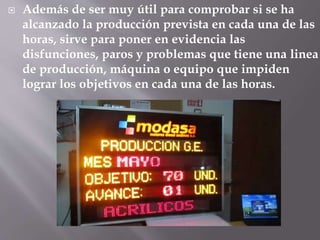




Este documento describe un tablero de producción, que es una herramienta de gestión visual que muestra información numérica y alfanumérica a los operadores para mejorar la producción. Un tablero de producción muestra métricas como la meta de producción, la producción actual y la diferencia, y puede conectarse a máquinas y contar piezas producidas. Sus ventajas incluyen mejorar la eficiencia, prevenir problemas y estimular a los empleados.









































































