Descargar como PDF, PPTX
![Pilares en los que se apoya
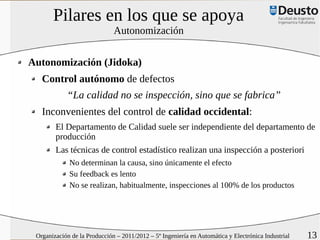
Autonomización (II)
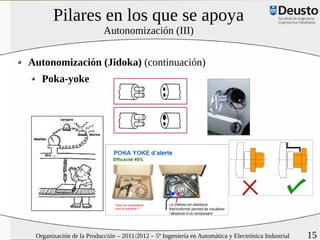
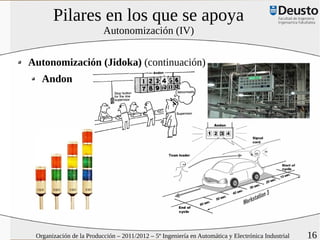
Autonomización (Jidoka) (continuación)
Dispositivos de comprobación (baka-yoke)
“A prueba de tontos” o “Trampa de defectos”
Ley de Murphy: “Si algo puede ir mal, irá mal” [Edward A.
Murphy Jr, Fuerza Aérea de los Estados Unidos en 1949]
Diseñaba sistemas aeronáuticos complejos y al principio se diseñaban las
cosas presuponiendo que no se iban a romper y que los pilotos harían un
buen uso.
Intervención manual
Andon = linterna de papel
Evidenciar los problemas cuando ocurren: luces, botones accesibles a
todos, etc.
Motivación para resolver los problemas sobre la marcha
Organización de la Producción – 2011/2012 – 5º Ingeniería en Automática y Electrónica Industrial 14](https://image.slidesharecdn.com/ud-op-t12-jit-110927121320-phpapp01/85/UD-OP-T12-JIT-14-320.jpg)
![Métodos y sistemas
Nivelación de la producción (V)
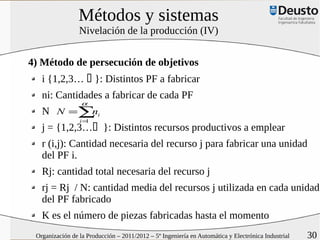
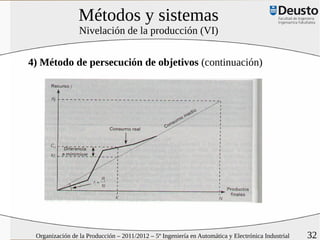
4) Método de persecución de objetivos (continuación)
α
Rj = ∑[ ni × r (i, j )]
i =1
c j ,k = c j ,k −1 + r (i, j )
Β
Dk = ∑ (c j ,k − krj ) 2
j =1
Organización de la Producción – 2011/2012 – 5º Ingeniería en Automática y Electrónica Industrial 31](https://image.slidesharecdn.com/ud-op-t12-jit-110927121320-phpapp01/85/UD-OP-T12-JIT-31-320.jpg)




El documento detalla el sistema de producción Just In Time (JIT) de Toyota, enfocándose en su filosofía de eliminar el despilfarro y optimizar los procesos para conseguir cero defectos, cero averías y cero inventarios. Se exponen los pilares fundamentales del JIT, como la autonomización, la flexibilidad del personal y la creatividad, así como métodos específicos para la producción eficiente, como la nivelación y la estandarización de operaciones. El objetivo principal es reducir costos mejorando la calidad y adaptabilidad a la demanda del mercado.















![Justo a tiempo [recuperado] [recuperado]](https://cdn.slidesharecdn.com/ss_thumbnails/justoatiemporecuperadorecuperado-150403180427-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)



























































































