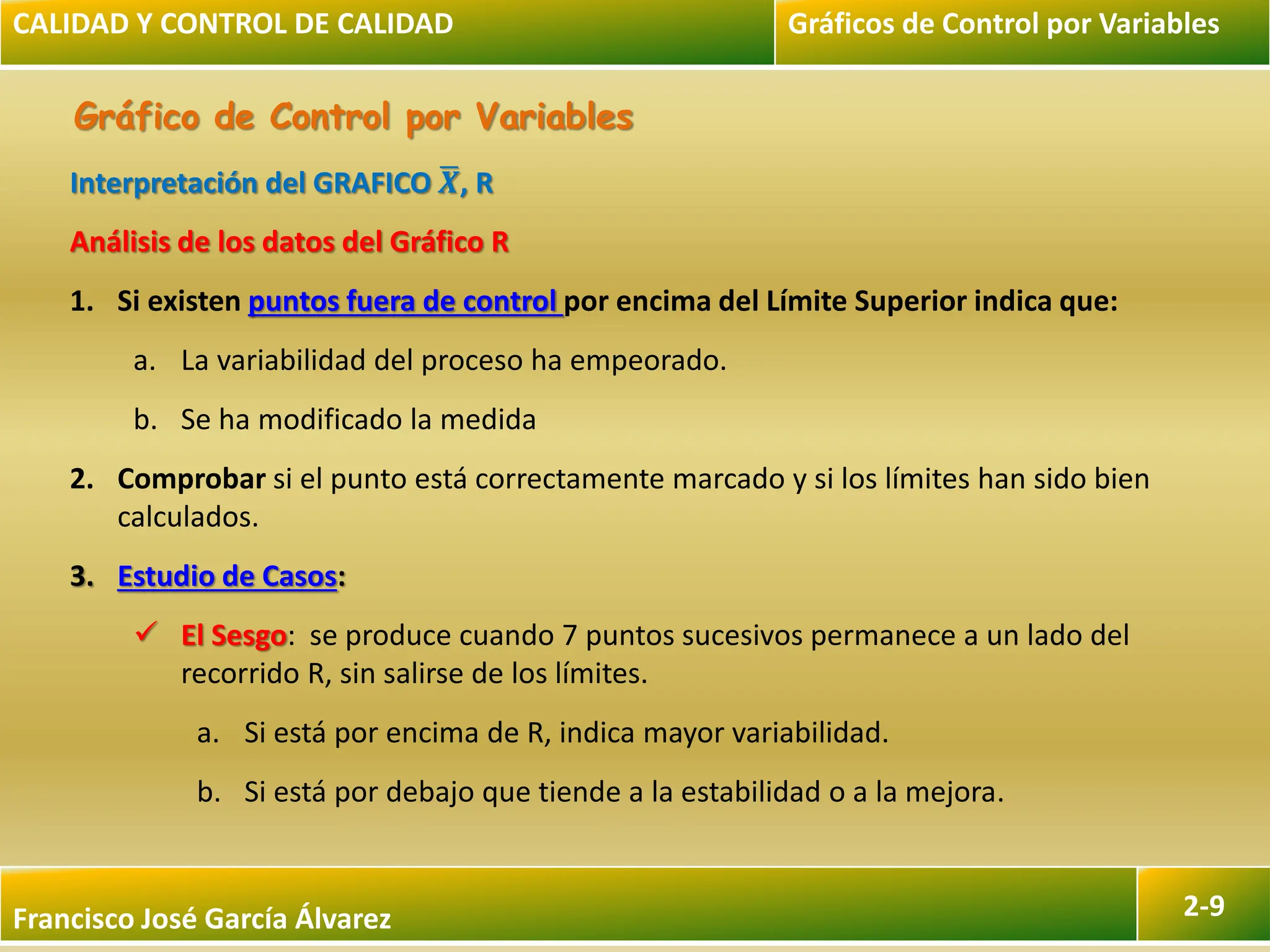
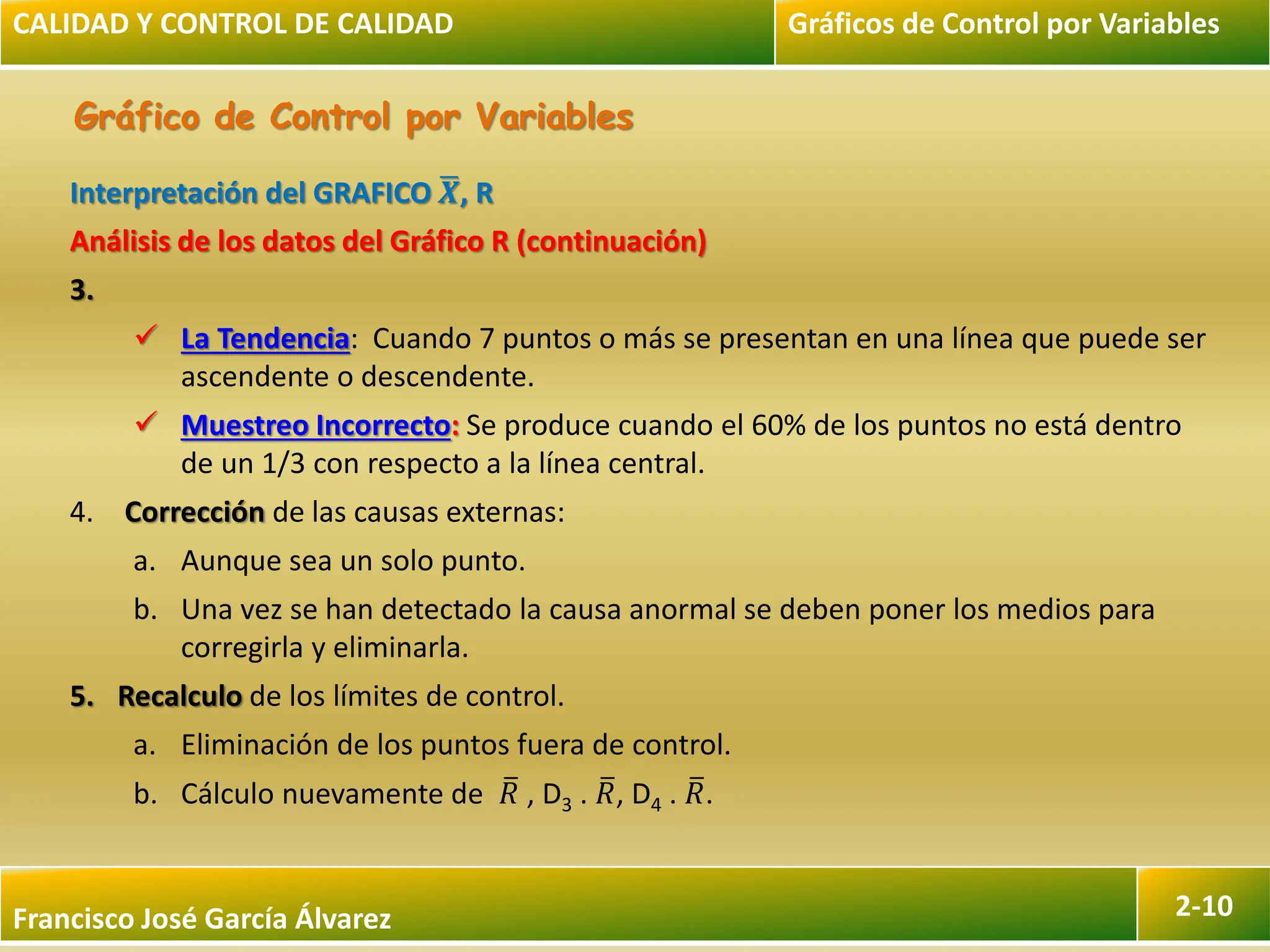
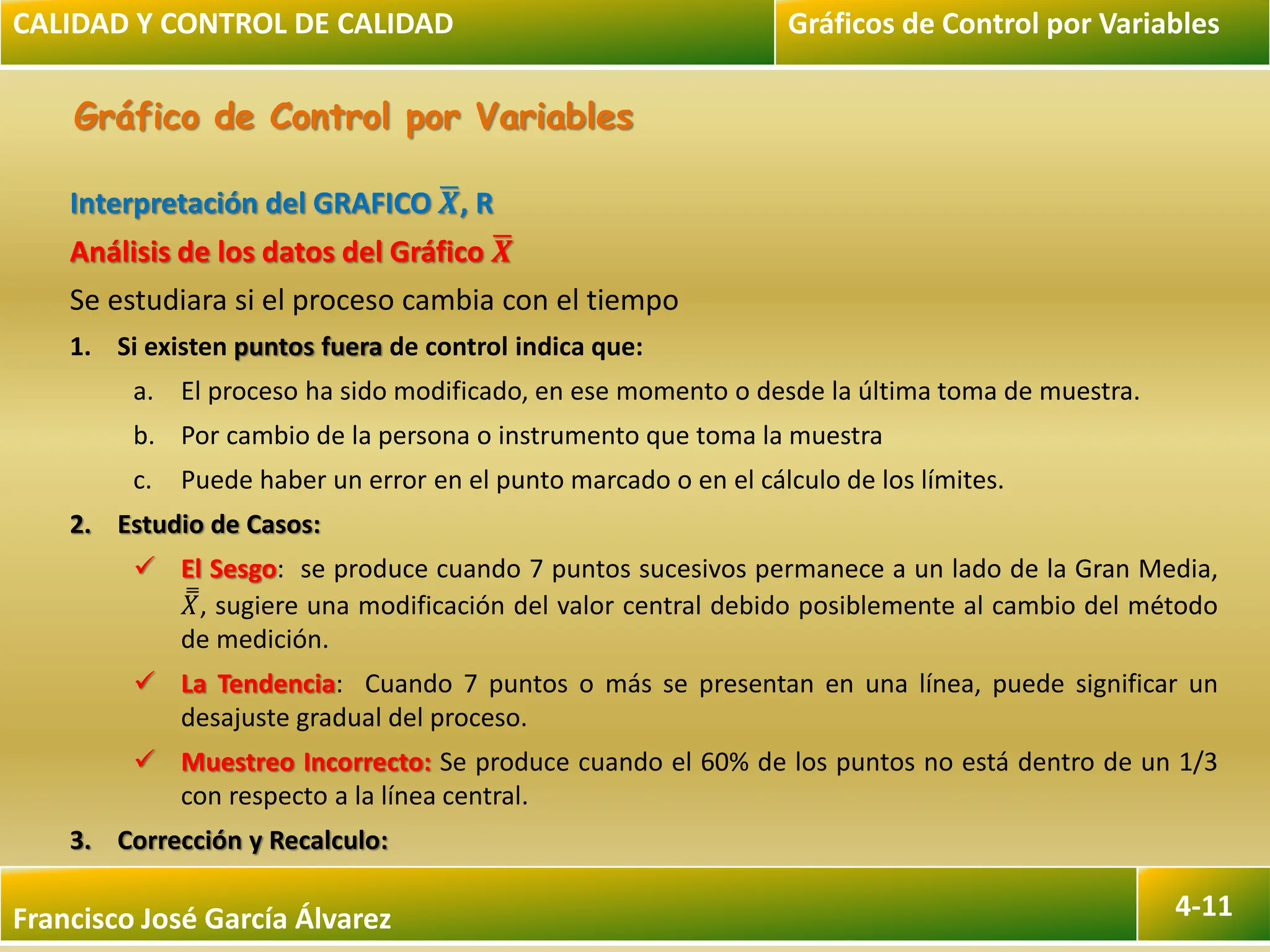
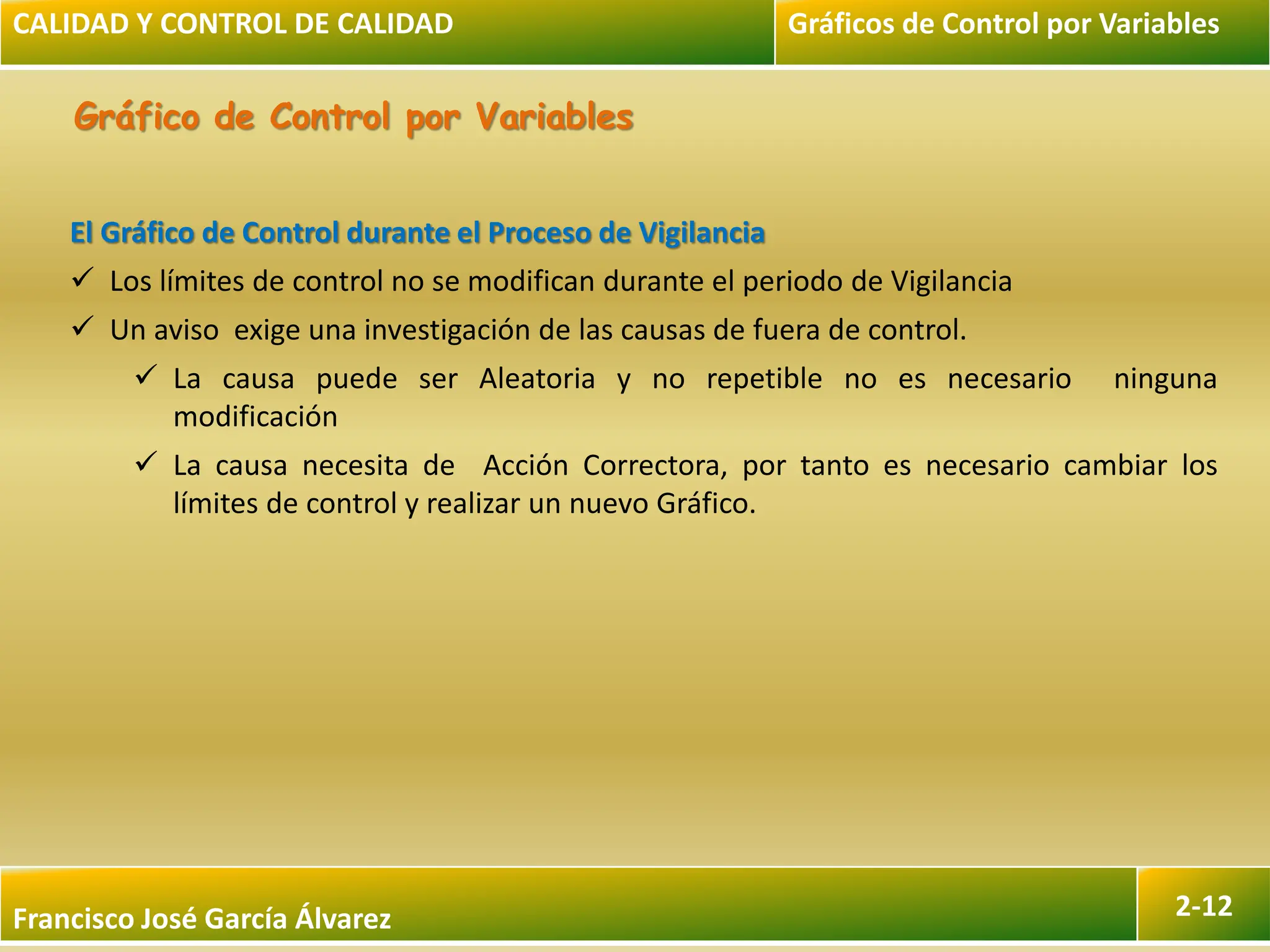
El documento describe los objetivos y procedimientos para la construcción e interpretación de gráficos de control por variables, enfocándose en gráficos X-R y X-S. Se explican conceptos como subgrupos, límites de control, y se establecen las instrucciones prácticas para su uso y análisis de variabilidad en procesos. Además, se abordan índices de capacidad del proceso y su relación con las especificaciones de calidad.







![Graficas de control por atributo y por variable [autoguardado]](https://cdn.slidesharecdn.com/ss_thumbnails/graficasdecontrolporatributoyporvariableautoguardado-150206091927-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)













































![DIPLOMAS EDITABLES EN POWER POINT 2060 (1)[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/diplomaseditablesenpowerpoint206011-251213135955-bc50c299-thumbnail.jpg?width=640&height=640&fit=bounds)





