

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a 5 extensometría
Similar a 5 extensometría (20)
Último
Último (20)
5 extensometría
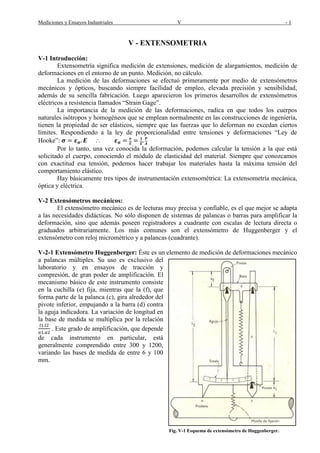
- 1. Mediciones y Ensayos Industriales V - 1 V - EXTENSOMETRIA V-1 Introducción: Extensometría significa medición de extensiones, medición de alargamientos, medición de deformaciones en el entorno de un punto. Medición, no cálculo. La medición de las deformaciones se efectuó primeramente por medio de extensómetros mecánicos y ópticos, buscando siempre facilidad de empleo, elevada precisión y sensibilidad, además de su sencilla fabricación. Luego aparecieron los primeros desarrollos de extensómetros eléctricos a resistencia llamados “Strain Gage”. La importancia de la medición de las deformaciones, radica en que todos los cuerpos naturales isótropos y homogéneos que se emplean normalmente en las construcciones de ingeniería, tienen la propiedad de ser elásticos, siempre que las fuerzas que lo deforman no excedan ciertos límites. Respondiendo a la ley de proporcionalidad entre tensiones y deformaciones “Ley de Hooke”: Por lo tanto, una vez conocida la deformación, podemos calcular la tensión a la que está solicitado el cuerpo, conociendo el módulo de elasticidad del material. Siempre que conozcamos con exactitud esa tensión, podemos hacer trabajar los materiales hasta la máxima tensión del comportamiento elástico. Hay básicamente tres tipos de instrumentación extensométrica: La extensometría mecánica, óptica y eléctrica. V-2 Extensómetros mecánicos: El extensómetro mecánico es de lecturas muy precisa y confiable, es el que mejor se adapta a las necesidades didácticas. No sólo disponen de sistemas de palancas o barras para amplificar la deformación, sino que además poseen registradores a cuadrante con escalas de lectura directa o graduados arbitrariamente. Los más comunes son el extensómetro de Huggenberger y el extensómetro con reloj micrométrico y a palancas (cuadrante). V-2-1 Extensómetro Huggenberger: Éste es un elemento de medición de deformaciones mecánico a palancas múltiples. Su uso es exclusivo del laboratorio y en ensayos de tracción y compresión, de gran poder de amplificación. El mecanismo básico de este instrumento consiste en la cuchilla (e) fija, mientras que la (f), que forma parte de la palanca (c), gira alrededor del pivote inferior, empujando a la barra (d) contra la aguja indicadora. La variación de longitud en la base de medida se multiplica por la relación . Este grado de amplificación, que depende de cada instrumento en particular, está generalmente comprendido entre 300 y 1200, variando las bases de medida de entre 6 y 100 mm. Fig. V-1 Esquema de extensómetro de Huggenberger.
- 2. Mediciones y Ensayos Industriales V - 2 Cálculo Matemático: Fig. V-2 Extensómetro de Huggenberger, esquemático. V-2-2 Extensómetro Whittemore: Este no amplifica el movimiento y su sensibilidad depende directamente de la de un reloj micrométrico. En este instrumento están conectadas dos barras por medio de placas flexibles. En una de ellas está unido un reloj micrométrico, cuyo palpador se apoya contra la segunda barra. Cada barra lleva una punta cónica limitando la base de medida. El movimiento relativo entre las barras se indica en la escala del reloj, cuyas divisiones pueden ser de 0,0025 mm. Fig. V-3 Extensómetro Whittemore. V-2-3 Extensómetro DeForest con registro de rayado: Presenta un método sencillo, barato de medida y registro de deformaciones en ensayos estáticos y dinámicos con el mínimo trabajo de supervisión. Este extensómetro consiste en dos partes, una placa de registro (a) y un brazo grabados (b). Ambas se unen a la probeta por cualquier método adecuado como pegado, soldadura o tornillos. Según semejanza de triángulos tenemos: (1) => (2) => Remplazando (2) en (1): Llamando k: constante de amplificación a (Valores de k: 300, 1000, 2000 y 3000) Alargamiento: e = k . Δl
- 3. Mediciones y Ensayos Industriales V - 3 Fig. V-4 Extensómetro registrador por rayado De Forest. V-2-4 Extensómetro de cuña: Este extensómetro consiste simplemente en una placa triangular con un ángulo muy pequeño entre dos de los lados. Cuando se coloca entre dos espigas unidas a la probeta pueden apreciarse separaciones muy pequeñas entre ellas. Si los catetos están en la relación de 1:10 el factor de amplificación será de 10. Este sistema puede también usarse para reducir grandes desplazamientos, de manera que puedan medirse con aparatos de reducido campo de medida. Fig. V-5 Amplificación por cuña. V-2-5 Extensómetros de Berry y Olsen: Son dos tipos de extensómetros comerciales que utilizan amplificación por medio de una simple palanca, están representados a continuación. Estos extensómetros utilizan una palanca que amplía el movimiento, que actúa sobre un reloj micrométrico para poder hacer con claridad las lecturas. Fig. V-6 Extensómetro Berry Fig. V-7 Extensómetro Tinius Olsen.
- 4. Mediciones y Ensayos Industriales V - 4 V-2-6 Extensómetro Porter-Lipp: Es un instrumento de poco peso, compacto y de base de medida relativamente pequeña. Se une a la probeta por medio de un muelle que la rodea o por unas piezas flexibles. Fig. V-8 Extensómetro Porter-Lipp. V-2-7 Extensómetros Neumáticos: El principio de funcionamiento se basa en la descarga relativa de aire entre un orificio fijo y otro variable. La presión P, que existe en el espacio entre los dos orificios, es una función de la descarga de aire relativa de cada orificio. Esta diferencia de presión puede medirse por medio de un manómetro muy sensible. El área efectiva del orificio de descarga puede variarse cambiando la distancia entre su boca y una placa plana, contra la que descarga el orificio. Otro método utilizado en extensómetros neumáticos es mover una válvula que, a su vez, varía el orificio de descarga. Fig. V-9 Extensómetro neumático. V-3 Extensómetros ópticos: Utilizan haces luminosos para registrar los alargamientos, los cuales obviamente están exentos de todo frotamiento y efectos de inercia. El más común de estos extensómetros es el extensómetro a espejo o de Martens. V-3-1 Extensómetro de espejos Marten: Los efectos perjudiciales del rozamiento en los puntos de giro y la inercia de las palancas mecánicas pueden evitarse usando un rayo de luz como medio de ampliación. Un pequeño espejo
- 5. Mediciones y Ensayos Industriales V - 5 plano está unido a una cuchilla de doble filo. Cuando gira la cuchilla, debido a la variación de longitud de la probeta, el rayo de luz gira un ángulo doble. El factor de amplificación depende de la distancia entre el espejo y la escala, y de la anchura entre puntas de la cuchilla. En la figura, el factor de amplificación es 2A/B (dentro del 10 % de exactitud), siempre que la rotación del espejo sea aproximadamente menor que 10°. La distancia B es normalmente de 5 mm y A 250 veces B, resultando una ampliación de 500. Este instrumento es extremadamente sensible y, usando un anteojo, pueden apreciarse hasta 0,1 mm, lo que corresponde a un cambio de longitud de 0,0002 mm. Fig. V-10 Extensómetro Marten. Cálculo Matemático: Fig. V-3 Extensómetro a simple espejo de Martens, esquemático. (1) Δl = a . Sen φ Del triángulo (OAB) tenemos: Tg 2φ = Por ser un ángulo pequeño: Tg 2φ ̅ 2 . Tg φ ̅ 2 . Sen φ (2) Sen φ = Remplazando (2) en (1): Δl = a . => e = . Δl Denominando k: constante de amplificación (Valores de k: 500) Alargamiento: e = k . Δl
- 6. Mediciones y Ensayos Industriales V - 6 V-3-2 Extensómetro óptico Tuckerman: Es un modelo más avanzado con relación al Marten de simple espejo, puesto que el movimiento de giro relativo de la probeta no afecta las lecturas. En este instrumento el giro relativo entre el espejo móvil y el fijo se mide con un auto-colimador, eliminando de esta manera el efecto de la rotación de la probeta. Fig. V-11 Extensómetro Tuckerman. Fig. V-12 Tipos de extensómetros: a) Extensómetro de Martens. b) Extensómetro de Huggenberger. c) Extensómetro de cuadrante. V-4 Extensómetros eléctricos: Basan su funcionamiento en el principio de la variación de las propiedades eléctricas de un material en función de las deformaciones a las que se ve sometido. Pueden ser de tres tipos: de inductancia variable, de capacidad variable o de resistencia óhmica variable (Strain Gage). También existen extensómetros electrónicos. V-4-1 Inductancia variable: Elemento electromecánico que consiste en una bobina que experimenta cambios en su campo magnético cuando la probeta se deforma. Al circular corriente por la bobina, se experimentan cambios en su campo magnético y análogamente en su impedancia, al variar el parámetro mecánico de deformación. a) b) c)
- 7. Mediciones y Ensayos Industriales V - 7 V-4-2 Capacidad variable: Los mismos experimentan, al producirse la deformación mecánica, una variación entre las placas de un condensador, con aire como dieléctrico, que modifica su capacidad, produciendo variaciones en el circuito conectado y que permite determinar, aún para muy pequeñas variaciones de capacidad, las deformaciones del material. V-4-3 Transformador de acoplamiento: Este instrumento genera una tensión eléctrica proporcional al desplazamiento de un núcleo magnético interior móvil. Dispone de bobinas de conductor que están igualmente espaciadas en un soporte apropiado. Un núcleo magnético cilíndrico, colocado axialmente en el interior, sirve de camino al flujo magnético que une los enrollamientos. Cuando el arrollamiento primario, el central, se somete a una tensión eléctrica, se inducen tensiones en las dos bobinas exteriores. Estas están conectadas en serie y de tal manera que estén en oposición de fase. La respuesta es la diferencia de los dos voltajes. Con el núcleo magnético en la posición central la respuesta es nula. Esto se conoce como posición cero. Cuando se mueve el núcleo de la posición central, el voltaje que se produce en uno de los arrollamientos aumenta mientras el del otro disminuye. Mediante un proyecto adecuado, la tensión secundaria variará linealmente con relación al desplazamiento del núcleo magnético. El movimiento del núcleo en dirección opuesta producirá un voltaje similar, pero en oposición de fase. En los aparatos comerciales, el voltaje de respuesta puede ser hasta de 0,002 V por centésimas de milímetro de desplazamiento. La respuesta dinámica de estas unidades es función de la frecuencia del voltaje de alimentación. V-4-4 Resistencia óhmica variable (Strain Gage): También llamados “galga extensométrica”. Una galga extensométrica o extensómetro es un sensor, para medir la deformación, presión, carga, torque, posición, entre otras cosas; está basado en el efecto piezorresistivo, el cual es la propiedad que tienen ciertos materiales de cambiar el valor nominal de su resistencia cuando se le someten a ciertos esfuerzos y se deforman en dirección de los ejes mecánicos.[ ] Un esfuerzo que deforma a la galga producirá una variación en su resistencia eléctrica (R), esta variación puede ser por el cambio de longitud (l), el cambio originado en la sección (S) o el cambio generado en la resistividad (ρ). La galga extensométrica hace una lectura directa de deformaciones longitudinales en cierto punto del material que se está analizando. La unidad que lo representa es épsilon (ε), esta unidad es adimensional y expresa el cambio de la longitud sobre la longitud inicial (mm/mm). En la práctica, la magnitud de medida de Strain en muy pequeña por lo que usualmente se expresa como microstrain (µε), que es ε x 10-6 . En su forma más común, consiste en un estampado de una lámina metálica fijada a una base flexible y aislante. La galga se adhiere al objeto cuya deformación se quiere estudiar mediante un adhesivo, como el cianoacrilato. Según se deforma el objeto, también lo hace la lámina, provocando así una variación en su resistencia eléctrica. Habitualmente la galga extensométrica consiste de un alambre muy fino, o más comúnmente un papel metálico arreglado en forma de rejilla, que se puede unir por medio de soldadura a un dispositivo que pueda leer la resistencia generada por la galga. Esta forma de rejilla permite aprovechar la máxima cantidad de material de la galga sujeto a la tensión a lo largo de su eje principal. Las galgas extensométrica también pueden combinarse con Fig. V-13 Extensómetro de transformador.
- 8. Mediciones y Ensayos Industriales V - 8 muelles o piezas deformables para detectar de forma indirecta los esfuerzos. (ej. Balanzas electrónicas) Idealmente, las galgas deberían ser puntuales para así poder medir esfuerzos en puntos concretos. En la práctica las dimensiones de la galga son apreciables por lo tanto se supone que el punto de medida es el centro geométrico de la galga. Si se pretenden medir vibraciones es necesario que la longitud de las ondas de esas vibraciones sean mayores que la longitud de la galga. Las galgas tienen ciertas características que las representan, unas físicas y otras en cuanto a su funcionamiento. Entre las físicas se encuentra su tamaño, peso y materiales con los que fueron hechas, es pequeña y dura lo que facilita la velocidad en que genera las respuestas; estas son muy importantes puesto que el resultado correcto depende de estos aspectos. Existen también características que dependen de la fabricación de la galga, por ejemplo, la temperatura del funcionamiento y el factor de la galga, este indica la sensibilidad que tiene el sensor. También la resistencia de la galga, el coeficiente de temperatura, la prueba de fatiga y el coeficiente de expansión lineal; son características necesarias para conocer bajo qué circunstancias la galga arroja los resultados adecuados. Los materiales que suelen utilizarse para fabricar galgas son alambres muy pequeños de aleaciones metálicas, como por ejemplo constantán (Níquel 60%-Cobre 40%), aleaciones (Hierro-Cromo-Aluminio), elementos semiconductores como el silicio y el germanio o gravado en laminillas metálicas delgadas. Es por ello que las galgas se clasifican en dos tipos: las metálicas y las semiconductoras. Las galgas extensométrica aprovechan la propiedad física de la resistencia eléctrica y su dependencia no es sólo de la resistividad del conductor, la cual es una propiedad del propio material, sino también de la geometría del conductor. Cuando un conductor eléctrico es deformado dentro de su límite de elasticidad, de tal forma que no se produzca rotura o deformación permanente en el mismo, éste se volverá más estrecho y alargado. Este hecho incrementa su resistencia eléctrica. Análogamente, cuando el conductor es comprimido se acorta y ensancha, reduciendo así su resistencia al paso de corriente eléctrica. De esta manera, midiendo la resistencia eléctrica de la galga, puede deducirse la magnitud del esfuerzo aplicado sobre el objeto. Es de suma importancia que el Strain Gage sea apropiadamente montado sobre la pieza para que el esfuerzo sea transferido adecuadamente desde la pieza a través del adhesivo y el material de respaldo hasta la misma grilla metálica, le dedicaremos mas explicación a éste tema, más adelante. Un parámetro fundamental de los mismos es la sensibilidad al esfuerzo, expresado cuantitativamente como el “factor de galga” o “gage factor” (GF). El factor de galga es definido como la relación de variación fraccional de resistencia eléctrica y la variación fraccional de longitud [ ⁄ ⁄ ⁄ ], (el factor de galga típico para un Strain Gage metálico es de aproximadamente 2). De ésta relación se deduce que para obtener un mayor valor de la variación de resistencia unitaria ( ⁄ ), a igualdad de deformaciones específicas, es necesario utilizar un extensómetro con el mayor valor de K, este valor depende del coeficiente de Poisson “μ” del material del hilo. Fig. V-14 Strain Gage.
- 9. Mediciones y Ensayos Industriales V - 9 V-4-4-1 Tipos de galgas: a) Las galgas metálicas se constituyen por una base muy delgada y fina, a la cual se le adhiere un hilo muy fino metálico, puede ser bobinado o plegable, al final las 2 terminales en las que acaba el hilo se une a los transductores. Estas galgas tienen como ventaja un bajo coeficiente de temperatura, ya que se compensa la disminución de la movilidad de los electrones al aumentar la temperatura con el aumento de su concentración. En las galgas metálicas la corriente máxima es de unos 25 mA si el soporte es buen conductor de calor, y 5mA en el caso contrario; de todas formas en las galgas metálicas hay una gran limitación en la corriente. Las principales características de las galgas metálicas en condiciones habituales establecen que su tamaño tiene una variación entre 0.4mm y 150mm, tienen una resistencia variable entre 120Ω y 5000Ω y su tolerancia a la resistencia está en el rango de 0.1% y 0.2%. La resistencia eléctrica de la galga metálica está dado por la relación entre la resistividad y la longitud respecto al área transversal. b) En las galgas semiconductoras hay un elemento semiconductor en vez del hilo metálico, su gran diferencia respecto a las demás galgas, es su tamaño, ya que su tamaño es más reducido. la potencia máxima disipable en galgas semiconductoras es de unos 250 mW. Las galgas semiconductoras son capaces de soportar una alta resistencia, su fatiga de vida es más larga y tiene menor histéresis, que es la capacidad de que el material conserve sus propiedades bajo diferentes estímulos. Existen ciertos aspectos característicos bajo condiciones normales de las galgas semiconductoras, su tamaño varias entre los 1mm y 5mm, su resistencia esta aproximadamente entre un rango de 1000Ω a 5000Ω y su tolerancia a la resistencia está entre 1% y 2%. V-4-4-2 Funcionamiento de la galga: Para tratar la variación de voltaje se utiliza un puente de Wheatstone, que está formado por cuatro resistencias unidas en un círculo cerrado, siendo una de ellas la resistencia bajo medida. El puente de Wheatstone puede operar en corriente continua y alterna, permitiendo las medidas de diferentes resistencias. La sensibilidad de este elemento depende de cómo está compuesto. De esta manera se puede medir resistencias desconocidas mediante el equilibrio de los brazos del puente. Sin embargo, este método puede tener ciertos errores en su medición que se deben a aspectos como: a) Sensibilidad insuficiente. b) Los cambios en la temperatura afectan las resistencias y pueden generar cambios bruscos en los valores de las resistencias. La forma más común para obtener una señal eléctrica como resultado de una medida utilizando el puente de Wheatstone es mediante el método de deflexión. Este método en vez de valorar el equilibrio del puente, lo que hace es medir la diferencia de tensión entre ambas ramas o la corriente a través de un detector colocado en el brazo central. Para poder utilizar el puente de Wheatstone con las galgas hay que tener ciertos aspectos en cuenta, como por ejemplo, el cableado del puente, muchas veces la galga y el puente no se encentran situados en un mismo lugar por lo tanto las resistencias y los cambios de temperatura de los cables pueden afectar los resultados arrojados, para evitar esto es necesario equilibrar y calibrar el puente, este procedimiento consiste en que no puede haber tensión a la salida del puente y debe hacerse la calibración adecuadamente comprobando que el puente de Wheatstone está arrojando correctamente los resultados. En la práctica, las mediciones con Strain Gage raramente involucran cantidades mayores que unos pocos milistrain (mε). Por lo tanto, para medir esfuerzo se requiere de máxima precisión sobre pequeños cambios de resistencia. El factor de galga es, como se dijo, la sensibilidad al esfuerzo de un Strain Gage. Supongamos que una pieza de prueba sufre un esfuerzo de 500µε. Un Strain Gage con un factor de galga de 2 mostrará un cambio en su resistencia eléctrica de 2 x (500 x 10-6 ) = 0.1%. Para una galga de 120Ω, es un cambio sólo de 0.12Ω. Para medir cambios tan pequeños de resistencia y compensar la sensibilidad térmica, los Strain Gage son casi siempre utilizados en configuración puente con excitación externa.
- 10. Mediciones y Ensayos Industriales V - 10 El circuito general de puente de Wheatstone, consiste en cuatro brazos resistivos con una excitación de voltaje, VEX, que se aplica a través del puente. El voltaje de salida del puente, Vo, es igual a: Fig. V-15 Puente de Wheatstone. De la ecuación anterior, cuando se da que R1 /R2 = R4 /R3, el voltaje de salida Vo es nulo. Bajo estas condiciones, se dice que el puente se encuentra balanceado. Cualquier cambio de resistencia sobre cualquier brazo del puente, resultará en una salida del voltaje no nula. Por lo que si reemplazamos R4 con un Strain Gage activo, cualquier cambio en la resistencia del mismo causará el desbalance del puente y producirá una salida no nula proporcional al esfuerzo. V-4-4-3 Disposiciones de las galgas: Para estados biaxiales de esfuerzos (muy común en el uso de Strain Gage), una roseta de dos o tres elementos puede ser requerida para determinar los principales esfuerzos. Cuando las direcciones de los esfuerzos se conocen de antemano, una roseta de dos elementos, 90º, puede ser empleada con las direcciones de los ejes alineadas con los esfuerzos. Las direcciones principales de esfuerzos pueden ser determinadas con suficiente precisión por varios métodos. Por ejemplo, la forma de un objeto y el modo en que se carga pueden ser de manera tal que las direcciones principales de esfuerzos resulten obvias por la simetría del problema. En la mayoría de los casos de superficies bajo esfuerzos, cuando las direcciones principales de los esfuerzos no son conocidas, una roseta de tres elementos debe ser utilizada. Dicha roseta puede ser ubicada con cualquier orientación, pero usualmente se dispone de manera que una de sus grillas se encuentre alineada con un eje principal de la pieza a probar. Las rosetas de tres elementos se encuentran disponibles en configuraciones rectangulares de 45º tanto como configuraciones de 60º. Fig. V-16 Disposiciones.
- 11. Mediciones y Ensayos Industriales V - 11 V-4-4-4 Implantación de galgas extensométrica: 1) Introducción: La acción completa de los adhesivos ocurre a través de una reacción catalítica de la humedad absorbida del aire. Las condiciones más favorables para la adhesión son bajo valores de humedad relativa (HR) de entre 30% y 80%. Una adhesión óptima sucede cuando el adhesivo se aplica en capas muy finas. Capas gruesas requieren más tiempo para secar o nunca secan, por lo tanto, superficies muy burdas deben ser evitadas y el proceso de aplicación del adhesivo debe seguirse fiel y cuidadosamente. 2) Preparación de la superficie: El objetivo de la preparación del material es crear una superficie limpia, libre de imperfecciones físicas mayores y químicamente apropiadas. 2.1 Limpieza burda: Se debe eliminar todo tipo de pintura, corrosión, oxidación o cualquier otro contaminante que pueda haber para el área de adhesión (más un área de tolerancia) de las galgas. 2.2 Suavizar la superficie: Cualquier tipo de protuberancia, canales, o imperfección mecánica debe ser eliminada por un proceso de pulido, limado, cepillado o lo que sea necesario para el caso. 2.3 Eliminar grasas: Este procedimiento se requiere para eliminar todo tipo de aceites, grasas, contaminantes orgánicos y residuos de productos químicos solubles. La elección del agente de limpieza depende de la naturaleza del contaminante y si la superficie puede ser deteriorada por el limpiador. Entre las opciones más comunes están el tolueno, acetona, alcohol isopropílico, desengrasante en aerosol, baños líquidos agitados ultrasónicamente, métodos desengrasantes por vapor, triclorietileno y otras sustancias químicas más especializadas. Habiendo hecho esto, se debe enjuagar la superficie con agua de tal manera que al terminar se deje una capa continua de sólo agua sobre la superficie. Ésta se debe secar con papel o con calor. El procedimiento de limpieza consiste en empapar una gasa en el agente limpiador y lavar la superficie cubriendo inicialmente un área mayor a la deseada. Notas importantes: - El agente limpiador debe estar químicamente limpio y no debe dejar residuos. - Nunca usar el agente limpiador directamente del recipiente donde se almacena. Una cantidad adecuada debe traspasarse a un recipiente limpio del cual se usará. - Cada gasa usada debe ser desechada y nunca introducir una gasa usada en el recipiente con el agente limpiador. - Porciones del agente limpiador sin usarse deben desecharse. - El área a limpiar debe ser bien delimitada y avanzar progresivamente en esa zona hasta cubrirla completamente sin regresar a limpiar nuevamente para evitar introducir nuevas partículas sucias a la zona limpia. 2.4 Lijado: La adhesión entre dos superficies depende del área de las superficies que se cubre con el adhesivo. Un buen pulido fino de las superficies aumenta la adhesión porque aumenta el área de contacto efectiva. Pera lijar la superficie se debe tomar en cuenta que sea un papel de lija apropiado para el material y de un grado adecuado. Para acero se usa un grado 80 a 180 y para aluminio un grado 220 a 360. Para evitar hacer canales en el material este procedimiento debe hacerse en movimientos circulares y de preferencia usando primero un papel de lija más grueso y después uno más fino. 2.5 Limpieza fina: Cualquier residuo de lija, material o polvo generado en el proceso anterior debe ser eliminado cuidadosamente. Se pueden usar los mismos métodos usados en el punto 2.3. Tome cada gasa empapada con pinzas de punta finas y pásela por la superficie una sola vez. Este procedimiento debe ser repetido una y otra vez hasta que la gasa no muestre señas de decoloración al pasarla por la superficie. La superficie debe dejarse seca y libre de residuos de gasa. Debe cuidar no soplar o respirar cerca de la superficie y evitar tocarla. 2.6 Marcar la superficie: La superficie del espécimen donde se van a aplicar las galgas debe marcarse ligeramente para poder alinear las galgas según la deformación que se desea medir. Utilícese un lápiz 4H para aluminio y un bolígrafo para acero para hacer unas ligeras marcas en la
- 12. Mediciones y Ensayos Industriales V - 12 periferia del lugar de aplicación de las galgas. Tenga presente que las galgas contienen también señales de alineación. 2.7 Alcalinidad óptima: Si es el caso, la superficie debe ser tratada para poner su valor de alcalinidad de 7 a 7.5 pH. Se aplica un neutralizador líquido libremente sobre la superficie limpia, se talla y seca con gaza o con palillos con punta de algodón. Tallar y secar debe hacerse siempre en una sola dirección y sin reusar el algodón o gaza. Si los procedimientos anteriores se han seguido con atención y cuidado, la superficie esta ya lista para que las galgas se adhieran. A partir de este momento las galgas deben ser adheridas tan pronto sea posible para minimizar contaminación. 3) Adhesión de las galgas: 3.1 Posicionamiento de la galga: Tome la galga con unas pinzas finas y colóquela en una superficie químicamente limpia con la superficie de adhesión hacia abajo. Si va a usar terminales para soldar se recomienda colocarlas a 1.6 mm del límite de la galga y alineadas en el centro. Tome un pedazo de cinta adhesiva de unos 10 ó 15 cm de largo y póngala sobre la galga y terminal de tal manera que queden centradas en la cinta. Levante la cinta cuidadosamente en unángulo de aprox. 45º de la superficie, trayendo consigo la galga y terminal adheridas, como lo muestra la figura de la derecha. 3.2 Alineación de la galga: Posicione la cinta con la galga y terminal en el espécimen de tal manera que las marcas de alineación coincidan con las marcas del espécimen y pegue firmemente un extremo de la cinta como se muestra en la figura de la derecha. Si la alineación no coincidiera a satisfacción, levante la cinta de un extremo manteniendo un ángulo igual o menor a 45º hasta despegar la cinta completamente. Repita el procedimiento de alineación hasta quedar satisfecho. Para técnicos principiantes se recomienda usar cinta adhesiva especializada para estas aplicaciones ya que ésta no deja residuos de adhesivo cuando se despega. 3.3 Preparación final: Levante la cinta con la galga en un ángulo agudo (ilustración 3) hasta que la terminal quede aproximadamente 1 cm libre. Doble la cinta sobre si misma y pegue el otro extremo sobre la superficie del espécimen de tal manera que la galga y terminal queden expuestas en una superficie plana con la parte a adherirse hacia arriba (ilustración 4). Nota 1: Se deben revisar las especificaciones del fabricante para saber si la galga misma requiere de limpieza en la superficie de adhesión. Si la galga ha sido contaminada entonces debe ser limpiada con algodón y un neutralizador. Nota 2: Algunos adhesivos requieren que se le aplique a la galga un catalizador para que el adhesivo tome mejor efecto. Si este es el caso, siga los procedimientos marcados por el fabricante. Nota 3: Los siguientes tres pasos deben ser realizados en la secuencia mostrada y en un lapso de 3 a 5 segundos. Lea y memorice estos pasos antes de iniciar el procedimiento.
- 13. Mediciones y Ensayos Industriales V - 13 3.4 Aplicación del adhesivo: Levante la cinta del lado que ha sido doblada sobre sí misma. Tomando la cinta sin jalar ni doblar. Aplique una o dos gotas de adhesivo en la unión de la cinta con el espécimen a aproximadamente 1 cm. de la periferia de la galga con terminal (vea la ilustración 5). Esto permite que la polimerización instantánea del adhesivo al contacto con el espécimen no provoque imperfecciones en la homogeneidad y uniformidad de la película de adhesivo. 3.5 Adhesión: Inmediatamente desdoble la cinta para quedar a aproximadamente 30º de la superficie del espécimen con la galga y terminal haciendo un 'puente' sobre el lugar de instalación. Mientras se sostiene la cinta con una ligera tensión, aplique una presión deslizante con sus dedos y un pedazo de gasa que vaya oprimiendo la galga y terminal sobre su posición y alineación deseadas (ver la ilustración 6). Use una presión firme al 'recostar' la galga sobre su posición ya que se requiere una película muy delgada y uniforme de adhesivo para resultados óptimos. 3.6 Aplicación de presión: Inmediatamente después de la acción deslizante y ya con la galga en su posición y alineación correctas, aplique una presión firme con el dedo pulgar sobre la galga y terminal (ver ilustración 7). Esta presión se debe ejercer por lo menos por espacio de un minuto. En condiciones de humedad baja (menos de 30% de HR) o en temperaturas menores a 20ºC la presión debe extenderse a varios minutos, dependiendo de las condiciones. Cuando se tienen galgas de tamaño grande o superficies no uniformes puede requerirse de un dispositivo mecánico para aplicar la presión, por lo que también se requiere aplicar presión por más tiempo. El calor del dedo humano ayuda a una rápida polimerización del adhesivo. Espere por lo menos dos minutos para quitar la cinta después de retirar la aplicación de presión. 3.7 Retirar la cinta: La galga y terminal ya deben estar firmemente adheridas al espécimen. Para retirar la cinta, jálela directamente sobre sí misma de forma continua y lenta para evitar ejercer fuerzas innecesarias sobre la galga. Realmente no es necesario retirar la cinta inmediatamente después de la instalación y puede permanecer como protección mecánica hasta que se vaya a proceder a soldar. 4) Procedimientos para soldar: 4.1 Herramienta y técnica para soldar: Se debe cuidar que la punta del cautín sea de terminación plana o tipo desarmador plano (figura 1) y que se solde usando la parte plana (figura 2). Se debe cuidar que se tenga una temperatura adecuada en el cautín y que NO se haga contacto con la terminal de la galga por más de un segundo.
- 14. Mediciones y Ensayos Industriales V - 14 4.2 Procedimiento para soldar: Este procedimiento debe realizarse con cuidado para evitar cualquier eventual daño a la galga. Como paso previo a soldar cables a las galgas los cables a soldar y las terminales deben ser recubiertos de soldadura para obtener una mejor transferencia de calor y una soldadura más rápida y nítida. En el caso de tener galgas extensométrica no encapsuladas, antes de soldar se debe cubrir el área de la galga con cinta adhesiva, dejando la mitad de los terminales de la galga expuestos para soldar, como en la figura 3. Procure usar un cautín con temperatura controlada. Temperaturas muy altas tienden a oxidar la punta y a evaporar instantáneamente la pasta de soldar lo cual hace la operación más difícil. Se recomienda fijar el cable a soldar con una cinta adhesiva también para tener los cables a soldar en el lugar correcto y dispone de ambas manos para soldar. Coloque el cautín a un ángulo de 30° o menor sobre la terminal de la galga y cable y al mismo tiempo alimente aproximadamente 3mm de soldadura (figuras 2 y 4). Al terminar levante simultáneamente la punta del cautín y la soldadura. La soldadura debe ser de la que contiene flujo antioxidante en su interior. El procedimiento de soldado de cada terminal debe durar aproximadamente 1 segundo. La soldadura debe quedar como un pequeño montículo sobre la terminal (figura 5) y la punta del cable y debe tener un aspecto suave y brillante. Deben evitarse picos y soldaduras opacas.
- 15. Mediciones y Ensayos Industriales V - 15 5) Recubrimientos de protección: 5.1 Barniz de recubrimiento: La instalación completa debe protegerse mediante recubrimientos especializados. El tipo y técnica de recubrimiento depende de la aplicación y el ambiente de uso del sensor. En general se requiere de al menos un barniz protector y podría llegar a requerirse una capa de silicón o cera para protección mecánica y contra humedad respectivamente. V-5 Bibliografía: Análisis experimental de tensiones, W. H. Tuppeny, A. S. Kobayashi. Ediciones URMO. Ensayos Industriales, González Arias. Litenia Implantación de galgas, http://www.desi.iteso.mx/elec/instru/galgas.pdf