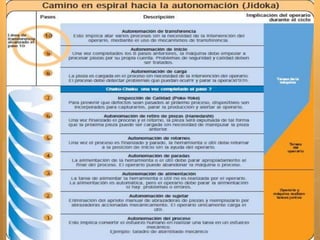
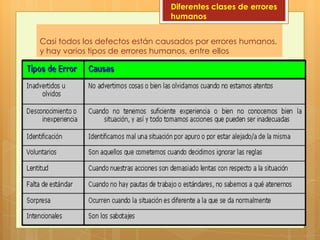
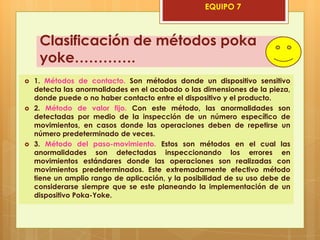
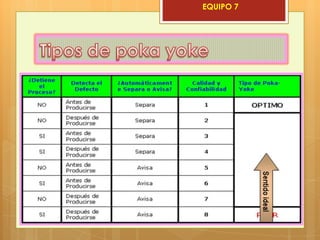
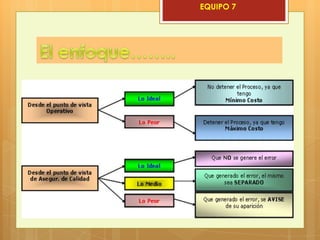
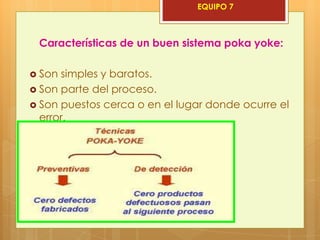
El documento describe los conceptos de jidoka y poka yoke, que son técnicas de calidad desarrolladas en Japón. Jidoka se refiere a la automatización con control humano, donde los procesos se detienen automáticamente cuando se detecta un defecto. Poka yoke significa "a prueba de errores" y se refiere a dispositivos que previenen errores en la producción. El documento explica cómo funcionan estos enfoques y sus beneficios para mejorar la calidad y reducir defectos.