Descargado 122 veces

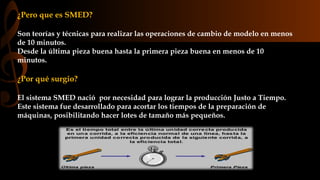
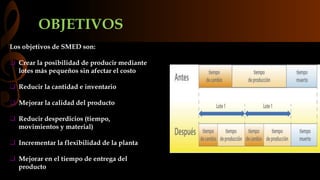

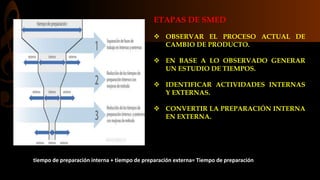


SMED es un método para reducir el tiempo de cambio de productos en una línea de producción a menos de 10 minutos. Fue desarrollado por Shigeo Shingo y reduce tiempos de cambio identificando actividades internas/externas. Poka-Yoke son dispositivos diseñados para prevenir errores durante la producción al impedir ensambles incorrectos o detectar defectos, ayudando a aumentar la calidad.




![Presentacion kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionkanban1-111104084810-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






















![Taller kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/tallerkanban1-111012101010-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







































