Ejemplo_Plan de Control 002.pdf
•
0 recomendaciones•1,077 vistas

Ejemplo de plan de control

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Ejemplo_Plan de Control 002.pdf
Similar a Ejemplo_Plan de Control 002.pdf (20)
Último
Último (20)
Ejemplo_Plan de Control 002.pdf
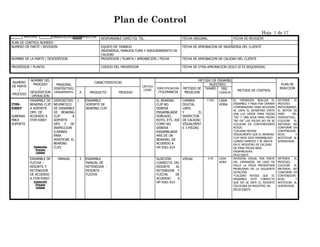
- 1. Plan de Control Hoja 1 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION NUMERO DE PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA IT09- 93007 SUBENSA MBLE SOPORTE ENSAMBLE DE BEARING CLIP A SOPORTE OPD. DE ACUERDO A IT09-93007 Inspección Proceso Calidad DISPOSITIVO NEUMÁTICO DE ENSAMBLE DE BEARING CLIP A SOPORTE OPD Y DE INSPECCION (CAMARA PARA VERIFICAR EL BEARING CLIP) 1 EENSAMBLE SOPORTE DE BEARING CLIP. EL BEARING CLIP NO DEBERÁ ENSAMBLARSE DOBLADO, ROTO, ETC, ASÍ COMO NO DEBERÁ ENSAMBLARSE MÁS DE UN BEARING. DE ACUERDO A HP-9361-014 CAMARA DIGITAL 100% Y EL INSPECTOR DE CALIDAD VISUALMENT E 3 PIEZAS 3 PZS CADA HORA EL OPERADOR REALIZA EL ENSAMBLE Y PASA POR CÁMARA COMPARADORA PARA REVISIÓN AL 100% EL SEMAFORO EMITE UNA LUZ VERDE PARA PIEZAS “OK” Y UNA ROJA PARA PIEZAS “NO OK” LAS PIEZAS NO OK SE COLOCAN EN CONTENEDORES ROJOS. *CALIDAD REVISA VISUALMENTE QUE EL BEARING CLIP HAYA SIDO ENSAMBLADO CORRECTAMENTE Y SE ANOTA EN EL REGISTRO DE CALIDAD OK PARA PIEZAS BIEN ENSAMBLADAS FR10-03075 DETENER EL PROCESO PRESIONANDO EL BOTÓN DE PARO DEL DISPOSITIVO, COLOCAR EL MATERIAL NO CONFORME EN CONTENEDOR ROJO Y NOTIFICAR AL SUPERVISOR. ENSAMBLE DE FLECHA – RESORTE Y RETENEDOR DE ACUERDO A IT09-93007 Inspección Proceso Calidad MANUAL 2 EENSAMBLE MANUAL DE RETENEDOR - RESORTE - FLECHA SUJECIÓN CORRECTA DEL RESORTE AL RETENEDOR Y FLECHA. DE ACUERDO A HP-9361-015 VISUAL 3 PZ CADA HORA REVISIÓN VISUAL POR PARTE DEL OPERADOR, EN CASO DE FALLA LA PIEZA PRESENTARÁ PROBLEMAS EN LA SIGUIENTE ESTACIÓN. *CALIDAD REVISA QUE EL ENSAMBLE ESTE CORRECTO QUE NO SE SAFE EL RESORTE COLOCARA EN REGISTRO OK. FR10-03075 DETENER EL PROCESO, COLOCAR EL MATERIAL NO CONFORME EN CONTENEDOR ROJO Y NOTIFICAR AL SUPERVISOR.
- 2. Plan de Control Hoja 2 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA IT09- 93007 SUBENSA MBLE SOPORTE ENSAMBLE DE BRAZO FLOTADOR – SE. FLECHA Y OJILLO A SE. SOPORTE DE ACUERDO A IT09-93007 Inspección Proceso Calidad DISPOSITIVO NEUMÁTICO DE ENSAMBLE FINAL CON 3 ACTUADORES 3 EENSAMBLE DE BRAZO FLOTADOR Y SE FLECHA SOPORTE OPD VERIFICACIÓN VISUAL DE ACUERDO A HP-9361-016 / JUEGO AXIAL DE .008-.013 GAGE DM-09-08 PARA VERIFICAR JUEGO AXIAL. 3 PZS CADA HORA EL OPERADOR REALIZA EL ENSAMBLE Y AL RETIRAR LA PIEZA DEL DISPOSITIVO LA COLOCA EN LA BANDA TRANSPORTADORA. *CALIDAD REVISA EL JUEGO AXIAL CON EL GAGE GO & NO GO QUE EL ENSAMBLE ESTE CORRECTO Y REGISTRA OK EN EL FORMATO FR10-03075 SEPARAR LAS PIEZAS CON ATORAMIENTO EN CONTENEDOR ES ROJOS Y NOTIFICAR AL SUPERVISOR ENSAMBLE DE SHUTTLE - IMÁN DE ACUERDO A IT09-93007 Inspección Proceso Calidad DISPOSITIVO NEUMÁTICO DE IMÁN EN SHUTTLE. APLICACIÓN DE ADHESIVO Y ACTIVADOR. 4 ENSAMBLE DE SHUTTLE- IMÁN VERIFICACIÓN VISUAL DE ACUERDO A HP-9361-017. VISUAL 3 PZ CADA HORA EL OPERADOR VERIFICARÁ QUE EL IMÁN UTILIZADO SE ENSAMBLE CORRECTAMENTE EN EL SHUTTLE. *CALIDAD REVISA QUE EL ADHESIVO Y EL ACTIVADOR ESTEN APLICANDOSE EN EL IMAN SI ESTA CORRECTO SE REGISTRA OK EN EL FORMATO FR10-03075 DETENER EL PROCESO, COLOCAR LAS PIEZAS NO CONFORMES EN CONTENEDOR ES DE COLOR ROJO Y NOTIFICAR AL SUPERVISOR DISPOSITIVO NEUMÁTICO DE IMÁN EN SHUTTLE. APLICACIÓN DE ADHESIVO Y ACTIVADOR. 5 APLICACIÓN DE ADHESIVO Y ACTIVADOR SF100 EN ENSAMBLE SHUTTLE - IMÁN VERIFICACIÓN VISUAL DE ACUERDO A HP-9361-017. PRESIÓN DE APLICACIÓN DE ADHESIVO 45 PSI ±5PSI / ACTIVADOR 15 PSI +/- 5 PSI EL OPERADOR APLICARÁ UNA GOTA DE ADHESIVO SF-100 Y ACTIVADOR CIANOCRILATO PARA SECADO SOBRE EL MAGNET HOLDER DEL SHUTTLE Y SE COLOCARÁN EN CARRUSEL DE ALIMENTACIÓN.
- 3. Plan de Control Hoja 3 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA IT09- 93007 SUBENSA MBLE SOPORTE ENSAMBLE HOUSING – OJILLO DE ACUERDO A IT09-93007 Producción Ensamble Inspección Proceso Calidad HORNO DISPOSITIVO NEUMÁTICO CON ACTUADOR VERTICAL PARA ENSAMBLE DE OJILLO – HOUSING IT09-93007 6 PRECALENTADO HOUSING EN HORNO A 120 °C EN UN PERIODO DE TIEMPO DE 1 HORA VERIFICACION VISUAL 120 °C / UNA HORA / DE ACUERDO A HP-9361-018 HORNO 100 % CADA O. DE FAB. PRECALENTAMIENTO DE HOUSING EN HORNO DE CIRCULACIÓN DE AIRE COMO RELEVADO DE ESFUERZOS PARA HOMOGENEIZAR EL PROCESO DE ENSAMBLE POR ULTRASONIDO. NOTIFICAR AL SUPERVISOR 7 ENSAMBLE OJILLO - HOUSING PRESIÓN DE ENSAMBLE 90 +/- 5 PSI / DE ACUERDO A HP-9361-018. MANÓMETRO 3 pz CADA HORA EL OPERADOR INTRODUCE EL OJILLO EN EL HOUSING CON DISPOSITIVO DE ENSAMBLE. *CALIDAD REVISA QUE LA PRESION ESTE DENTRO DE ESPECIFICACION LO CUAL ASEGURA QUE EL ENSAMBLE SE ESTE REALIZANDO CORRECTAMENTE YA QUE EL DOBLES DEL OJILLO EN LA PARTE INTERIOR DEL HOUSING EVITA QUE SE SALGA SE REGISTRA EL VALOR DE LA PRESION U OK EN EL FORMATO FR10-03075. DETENER EL PROCESO. COLOCAR LAS PIEZAS NO CONFORMES EN CONTENEDOR ES COLOR ROJO Y NOTIFICAR AL SUPERVISOR
- 4. Plan de Control Hoja 4 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA IT09- 93007 SUBENSA MBLE SOPORTE ENSAMBLE SHUTTLE – SE OJILLO HOUSING Producción Ensamble 8 ENSAMBLE SHUTTLE EN SE OJILLO - HOUSING DE ACUERDO A HP-9361-018 VISUAL 100% CADA O. DE FAB. EL OPERADOR TOMA UN SE HOUSING – OJILLO LE INTRODUCE EL SHUTTLE – IMÁN COLOCADOS EN EL CARRUSEL Y LO INTRODUCE EN EL SE SOPORTE QUE RECOGE DE LA BANDA TRANSPORTADORA DETENER EL PROCESO. COLOCAR LAS PIEZAS NO CONFORMES EN CONTENEDOR ES COLOR ROJO Y NOTIFICAR AL SUPERVISOR IT09- 93007 SUBENSA MBLE SOPORTE IT09-93001 ,VERIFICAR ORIENTACIO N DE IMAN Y COLOCAR EN CARRUSEL Inspección Proceso Calidad COLOCACION SOPORTE EN CARRUSEL “HORNO DE PRECALENTA DO” 9.1 PRECALENTADO DE S.E. SOPORTE EN HORNO A 60 ºC – 70 ºC DE ACUERDO A HP-9361-018 “DS 1518” 60 ºC – 70 ºC TERMOMETR O DIGITAL 1 LECTURA CADA HORA EL OPERADOR LLENA EL CARRUSEL PARA REALIZAR EL PRECALENTADO *CALIDAD REGISTRA QUE LA TEMPERATURA ESTE DENTRO DE ESPECIFICACION Y REGISTRA EL VALOR DE TEMPERATURA EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARA AJUSTE DE DISPOSITIVO
- 5. Plan de Control Hoja 5 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA IT09- 93001 PRECALEN TAMIENTO DE SOPORTE EN CARRUSEL IT09-93001 ,VERIFICAR ORIENTACIO N DE IMAN Y COLOCAR EN CARRUSEL Producción Ensamble 9.2 ORIENTACION DEL IMAN CON SOPORTE EN POSICION DE ACUERDO A DS-1530 EL IMAN DEBE ESTAR ORIENTADO, COMO SE INDICA EN LA HOJA DE PROCESO HP- 9361-010. VISUAL 100% CADA O. DE FAB. EL OPERADOR REVISA CON AYUDA DE HOJA DE PROCESO HP-9361-010 “LA ORIENTACION DE IMAN EN CARRUSEL” AJUSTAR ORIENTACION EN LAS PIEZAS DETECTADAS IT09- 93002 ENSAMBLE POR ULTRASO NIDO. HOJA DE PROCESO HP- 9361-001 ENSAMBLE HOUSING A S.E. SOPORTE Y ENSAMBLE DE FLOTADOR Inspección Proceso Calidad MAQUINA DE ENSAMBLE POR ULTRASONIDO Y ENSAMBLE DE FLOTADOR 10.1 ENSAMBLE DE HOUSING S/A A SOPORTE ◊ SEPARACION DE LAS PARTES ENSAMBLADAS DE 0.002” A 0.007” DE PROCESO HP-9361-001. GAGE DM-09- 05 “Juego de Lainas Calibradas de Rango de 0.001” a 0.010” 3 PZS CADA HORA EL OPERADOR COLOCA EN LA SEPARACION DE HOUSING Y S.E. SOPORTE DESPUES DEL SOLDADO LAS LAINAS CALIBRADAS PARA MEDIR LA SEPARACION Y ANOTA EL VALOR DE 1 PIEZA EN LA “GRAFICA DE REFERENCIA PARA COMPORTAMIENTO DE SOLDADO OPD” DEBE DE CUMPLIR LA ESPECIFICACION. *CALIDAD REGISTRA 3 VALORES POR CADA LINEA EN EL FORMATO FR10-03075 DETENER EL PROCESO, COLOCAR LAS PIEZAS NO CONFORMES EN CONTENEDOR ES COLOR ROJO Y NOTIFICAR AL SUPERVISOR AJUSTAR PARAMETROS DE ALTURA. PARTE / NOMBRE DEL PROCESO MAQUINA, DISPOSITIVO, CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION METODO DE MUESTREO METODO DE CONTROL
- 6. Plan de Control Hoja 6 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PROCESO / DESCRIPCION OPERACION HERRAMIENTA. # PRODUCTO PROCESO /TOLERANCIA MEDICION TAMAÑO FRE- CUENCIA IT09- 93002 ENSAMBLE POR ULTRASO NIDO HOJA DE PROCESO HP- 9361-001 (AJUSTE DE PARAMETROS) Producción Ensamble MAQUINA DE ENSAMBLE POR ULTRASONIDO Y ENSAMBLE DE FLOTADOR “BRANSON” 10.2 ALINEAR HOUSING S/A AL SOPORTE LA POSICION DE LAS MUESCAS DEL HOUSING S/A Y EL SOPORTE VISUAL 100% CADA O. DE FAB. EL DISPOSITIVO TIENE UN PERNO QUE GARANTIZA LA ALINEACION (POKA YOKE) DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR 10.3 ENSAMBLE DE FLOTADOR EL FLOTADOR DEBE ENTRAR HASTA EL TOPE DEL BRAZO FLOTADOR VISUAL 100% CADA O. DE FAB. EL OPERADOR VERIFICA QUE EL ENSAMBLE ENTRE EN EL TOPE DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR 10.4 PRESION GENERAL PRESION 0.8 ± 0.05 MPa MANOMETRO 1 LECTUR A AL INICIO DE TURNO EL OPERADOR VERIFICA LA PRESION GENERAL EN EL MANOMETRO PARA PUESTA A PUNTO DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR 10.5 PRESION DE SUJECION PRESION 0.7 ± 0.05 MPa MANOMETRO 1 LECTURA AL INICIO DE TURNO EL OPERADOR REVISA LA PRESION DE SUJECION EN EL MANOMETRO. PARA PUESTA A PUNTO DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR AJUSTAR LA PRESION 10.6 PRESION DE ENSAMBLE DE FLOTADOR PRESION 50 ± 10 PSI MANOMETRO 1 LECTUR A AL INICIO DE TURNO EL OPERADOR REVISA LA PRESION DE ENSAMBLE DE FLOTADOR EN EL MANOMETRO. PARA PUESTA A PUNTO DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR AJUSTAR LA PRESION PARTE / NOMBRE DEL PROCESO MAQUINA, DISPOSITIVO CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION METODO DE MUESTREO METODO DE CONTROL
- 7. Plan de Control Hoja 7 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PROCESO / DESCRIPCION OPERACION HERRAMIENTA # PRODUCTO PROCESO /TOLERANCIA MEDICION TAMAÑO FRE- CUENCIA IT09- 93002 ENSAMBLE POR ULTRASO NIDO HOJA DE PROCESO HP- 9361-001 (AJUSTE DE PARAMETROS) Producción Ensamble MAQUINA DE ENSAMBLE POR ULTRASONIDO Y ENSAMBLE DE FLOTADOR “BRANSON” 10.7 PRESION DEL EQUIPO DE ULTRASONIDO PRESION 30 ± 2 PSI MANOMETRO 1 LECTUR A AL INICIO DE TURNO EL OPERADOR VERIFICA LA PRESION DEL EQUIPO DE ULTRASONIDO EN EL MANOMETRO. PARA PUESTA A PUNTO DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARA AJUSTAR LA PRESION DE TRIGGER FORCE 10.8 TRIGGER FORCE TRIGGER FORCE 11 A 13 PERILLA DE AJUSTE 1 LECTUR A AL INICIO DE TURNO EL OPERADOR VERIFICA LA PERILLA UBICADA EN LA PARTE SUPERIOR DE LA MÁQUINA. PARA PUESTA A PUNTO HOJA DE PROCESO HP- 9361-001 (AJUSTE DE PARAMETROS) Producción Ensamble MAQUINA DE ENSAMBLE POR ULTRASONIDO Y ENSAMBLE DE FLOTADOR “BRANSON” 10.9 AMPLITUDE % AMPLITUDE 80 % DISPLAY DE EQUIPO 1 LECTURA AL INICIO DE TURNO EL OPERADOR VERIFICA EL PORCENTAJE EN EL DISPLAY DEL EQUIPO PARA PUESTA A PUNTO DETENER PROCESO Y NOTIFICAR AL SUPERVISOR PARA AJUSTAR PARAMETROS PARTE / NOMBRE DEL PROCESO MAQUINA, DISPOSITIVO CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION METODO DE MUESTREO METODO DE CONTROL
- 8. Plan de Control Hoja 8 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PROCESO / DESCRIPCION OPERACION HERRAMIENTA # PRODUCTO PROCESO /TOLERANCIA MEDICION TAMAÑO FRE- CUENCIA IT09- 93003 PRUEBA FUNCIONAL IT09-93003 PRUEBA FUNCIONAL / HOJA DE PROCESO HP- 9361-012 Prueba Funcional MANDAS Y OMNI MAQUINA DE PRUEBA FUNCIONAL Manda Machine ò OMNI 11.1 ORIENTACION DE IMAN Código 1 VERIFICAR POLARIDAD DE ACUERDO A DS- 1530 EQUIPO DE PRUEBA 100% CADA O. DE FAB. EL EQUIPO DE PRUEBA NO PERMITE QUE CONTINUE TRABAJANDO, HASTA QUE EL MATERIAL NO CONFORME SE DEPOSITE EN UN CONTENEDOR DE PRODUCTO NO CONFORME DETENER EL PROCESO COLOCAR PIEZAS EN CONTENEDOR ROJO Y NOTIFICAR AL SUPERVISOR, 11.2 TORQUE Códigos 2 y 4 TORQUE “Cerro Shuttle Utilizar Patrón” EQUIPO DE PRUEBA 100% CADA O. DE FAB. 11.3 ANGULO DE CIERRE Código 3 38° ±5° EQUIPO DE PRUEBA 100% CADA O. DE FAB. 11.4 PRESION DE CIERRE Código 5 75 PSI ± 1 PSI LA VALVULA DEBE CERRAR EQUIPO DE PRUEBA 100% CADA O. DE FAB. 11.5 RESISTENCIA DE SOLDADO Sin Código APLICAR 600PSI + 25PSI -0 PSI. EQUIPO DE PRUEBA 100% CADA O. DE FAB. 11.6 PRESION DE APERTURA Código 6 5 PSI REF. LA VALVULA DEBE ABRIR EQUIPO DE PRUEBA 100% CADA O. DE FAB. PE10- 03039 INSPECCI ON FINAL MANDA MACHINE INSPECCION DE IDENTIFICACIO N DE TRAZABILIDAD DEL LOTE VISUAL Inspección Proceso Calidad 11.7 PATENTADO SEPARACION DE PIEZAS NO CONFORMES DIGITO 1, NICHO DIGITO 2 Y 3, No. DE SEMANA DÍGITO 4, EL ULTIMO NUMERO DEL AÑO. VISUAL 3 PZ’S CADA HORA *CALIDAD REGISTRA “OK” SI EL PATENTADO ESTA CORRECTO Y TAMBIEN QUE LAS PIEZAS NO OK SE ESTEN COLOCANDO EN LOS CONTENEDORES ROJOS REGISTRA EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARA AJUSTE DE PATENTADO PARTE / NOMBRE DEL MAQUINA, DISPOSITIVO CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION METODO DE MUESTREO METODO DE CONTROL
- 9. Plan de Control Hoja 9 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PROCESO PROCESO / DESCRIPCIO N OPERACION , HERRAMIENTA. # PRODUCTO PROCESO /TOLERANCIA MEDICION TAMAÑO FRE- CUENCI A IT09- 93003 PRUEBA FUNCIONAL IDENTIFICACI ON DE TRAZABILIDA D DEL LOTE / HOJA DE PROCESO HP-9361-012 Producción Ensamble MAQUINA DE PRUEBA FUNCIONAL Manda Machine y OMNI 11.8 IDENTIFICACION DEL OPD DIGITO 1, NICHO Y MÁQUINA (A Y B LINEA1) NICHO MÁQUINA 2 (C Y D) MÁQUNA, DIGITO 2 Y 3, No. DE SEMANA DÍGITO 4, EL ULTIMO NUMERO DEL AÑO. EQUIPO DE PRUEBA 100% CADA O. DE FAB. EL EQUIPO DE PRUEBA NO PERMITE QUE CONTINUE TRABAJANDO, HASTA QUE EL MATERIAL ESTE PATENTADO DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARA AJUSTE DE PATENTADO IT09- 93003 PRUEBA FUNCIONAL HOJA DE PROCESO HP- 9361-012 Producción Ensamble MAQUINA DE PRUEBA FUNCIONAL MANDA O OMNI (VERIFICACION DE PARAMETROS) 11.9 VERIFICACION DE CALIBRACION DE EQUIPO DE PRUEBA FUNCIONAL EL POLO SUR DEBE DE ESTAR ORIENTADO HACIA EL FLOTADOR MASTER DE CALIBRACION DM-09-03 LÍNEA 2 Y DM-09-04 LINEA 1 1 VEZ CADA 4 HORAS EL OPERADOR DEBERA REALIZAR LA CALIBRACION DEL EQUIPO. EL OPERADOR REGISTRA EN EL FORMATO FR09-93004. SE DEBE DE NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO HERRAMIENTA CARACTERISTICAS CRITICALID AD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 10. Plan de Control Hoja 10 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION IT09-93004 ENSAMBLE DE VÁLVULA APERTURA DE MANERAL DE LA VALVULA Inspección Proceso Calidad MANUAL 12.1 APERTURA DE MANERAL DE LA VÁLVULA MANERAL ABIERTO CON 1 A 1.5 VUELTAS REFERENCIAL DE ACUERDO A HP-9361-006 MANUAL 3 PZ’S CADA HORA EL OPERADOR ABRE EL MANERAL DE LA VÁLVULA DE 1 A 1.5 VUELTAS O GIROS *CALIDAD REGISTRA “OK” SI LA APERTURA DE VALVULA DE 1 A 1 ½ VUELTAS ES CORRECTA Y REGISTRA EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR “GIRAR EL MANERAL CORRECTAMENT E” PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCIO N OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 11. Plan de Control Hoja 11 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION IT09-93004 ENSAMBLE DE VÁLVULA APLICACIÓN DE ADHESIVO HERNON 427 EN VALVULA A S.E. SOPORTE Inspección Proceso Calidad DISPOSITIVO PARA ENSAMBLE DE VALVULA - SOPORTE 12.2 APLICACIÓN DE ADHESIVO HERNON 427 “SELLADOR DE CUERDAS” HERNON 427 APLICADO ENTRE EL 2do y 4to HILO DE LA CUERDA DE ACUERDO A HP-9361-006 VISUAL 3 PZ’S HORA EL OPERARIO REVISA LA HOJA DE PROCESO HP- 9361-006 *CALIDAD VERIFICA SI EL HERNON 427 ES APLICADO ENTRE LA 2DA. Y 4TA. CUERDA SI CUMPLE REGISTRA “OK” Y REGISTRA EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR IT09-93004 ENSAMBLE DE VÁLVULA APRIETE Y ALINEACION DE SOPORTE, INCRUSTACIO N DEL TUBO DE INMERSION, VERIFICACION DEL MOVIMIENTO DEL BRAZO DEL FLOTADOR Inspección Proceso Calidad VISUAL 13.1 APRIETE SOPORTE A VALVULA Y ALINEACION DE SOPORTE DE ACUERDO A HP-9361-006 VISUAL CON EL TOPE DEL DISPOSITIVO 6 PZ’S HORA EL OPERARIO APLICA 2 VUELTAS (REFERENCIAL) Y REVISA LA ACTIVIDAD DE ACUERDO A HP-9361-006 *CALIDAD VERIFICA QUE SE ESTE REALIZANDO EL APRIETE ADECUADO “EL DIP TUBE DEBE ESTAR ALINEADO CON EL SUJETADOR DEL SOPORTE SI CUMPLE AL REVISAR 6 PIEZAS REGISTRA OK EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 12. Plan de Control Hoja 12 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION IT09-93004 ENSAMBLE DE VÁLVULA ENSAMBLE DE DEEP TUBE A RETENEDOR DE SOPORTE VISUAL Producción Ensamble 13.2 INCRUSTACION DEL TUBO DE INMERSION AL SEGURO DEBE ENSAMBLAR EN EL SEGURO DEL SOPORTE Y PASAR POR LAS MUESCAS VISUAL 100% CADA O. DE FAB. EL OPERARIO REVISA QUE EL TUBO DE INMERSION ENTRE EN EL SEGURO DEL SOPORTE DE ACUERDO A LA HOJA DE PROCESO HP-9361-006 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR IT09-93004 ENSAMBLE DE VÁLVULA CALIBRACION VISUAL Producción Ensamble 14 CALIBRACION DE CARATULA OPD DE ACUERDO A HOJA DE PROCESO HP-9361-011 VISUAL 100% CADA O. DE FAB. EL OPERARIO REVISA CON UNA CARATULA QUE EL DESPLAZAMIENTO DEL BRAZO DEL FLOTADOR DE VACIO A LLENO CUBRA LA ZONA DE LOW “POSICION DE VACIO” Y OK “POSICION DE LLENO” DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR IT09- 93005 PRUEBA DE FUGA Y EMPACADO “PRUEBA DE FUGA Y EMPACADO OPD” DISPOSITIVO NEUMÁTICO DE PRUEBA DE FUGA Inspección Proceso Calidad 15 PRUEBA DE FUGA OPD SIN FUGAS AL APLICAR LIQUIDO DETECTOR EN LA UNIÓN SOPORTE – HOUSING A UNA PRESIÓN DE 65 PSI. DE ACUERDO A HP-9361-008 VISUAL 6 PZ’S CADA HORA EL OPERARIO VERIFICA QUE AL APLICAR 65 PSI DE AIRE Y LIQUIDO DETECTOR DE FUGAS, NO SE FORMEN BURBUJAS O CUALQUIER FUGA **AL FINAL DE LA LINEA SE LE APLICA UN GIRO AL BULBO ANTES DE EMPACARLO *CALIDAD VERIFICA QUE SE ESTE APLICANDO EL APRIETE ADECUADO “EL DIP TUBE DEBE ESTAR ALINEADO CON EL SUJETADOR DEL SOPORTE SI CUMPLE AL REVISAR 6 PIEZAS REGISTRA OK EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 13. Plan de Control Hoja 13 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION IT09- 93005 “PRUEBA DE FUGA Y EMPACA DO OPD EMPACADO OPD MANUAL Inspección Proceso Calidad 16 PRODUCTO TERMINADO EMPACADO DE ACUERDO A CANTIDAD Y MODELO A FABRICAR VISUAL 15 PZ CADA HORA EL OPERADOR EMPACA EL MATERIAL DE ACUERDO A CANTIDAD DE EMPAQUE ESTIBAR 9 NIVELES DE CHAROLA DE CARTON EN LA TARIMA (4 CHAROLAS POR NIVEL, CON 20 PZ EN CADA CHAROLA DE CARTON)=720 Y ESTIBAR 9 NIVELES DE CHAROLA DE CARTON EN LA TARIMA (6 CHAROLAS POR NIVEL, CON 18 PZ EN CADA CHAROLA DE CARTON)=972 FR10-03075. PARA ENTREGAR COMO PRODUCTO TERMINADO. Y ESTIBAR 11 NIVELES DE CHAROLA DE CARTON EN LA TARIMA (6 CHAROLAS POR NIVEL, CON 18 PZ EN CADA CHAROLA DE CARTON)=1188 CAVAGNA FR10-03075 *CALIDAD REGISTRA OK SI CUMPLE Y No. Tarima REGISTRA EN EL FORMATO FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCIO N OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 14. Plan de Control Hoja 14 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PE10- 03039 “INSPECCI ÓN PROCESO OPD Inspección Calidad Proceso PE10-03035 PRUEBA DE CHOQUE O DEFORMACI ÓN. 0049$02262 DISPOSITIVO DE PRUEBA AEROSTÁTICA A PRESIÓN DE 600 PSI LABORATOR IO OPD Inspección Calidad Laboratorio OPD 17 PRUEBA DE 600 PSI DE ACUERDO A DS-1546 (REFERENCIA HP-9361-005 HOJA DE PROCESO PRUEBA DE RESISTENCIA SOPORTE OPD) VISUAL 70 PZS MINIMO POR TURNO TOMAR LAS PIEZAS DESPUÉS DE QUE HAYAN SIDO PROBADAS Y ACEPTADAS POR LA MÁQUINA MANDA MACHINE, COLOCARLA EN EL NICHO DE LA PRUEBA, COLCOAR EL CONTRAPESO Y CERRAR LA GUARDA DE SEGURIDAD, ABRIR EL TANQUE DE AIRE COMPRIMIDO ASEGURÁNDOSE QUE CUENTA CON UN MINIMO DE PRESION DE 600 PSI E INICIAR LA PRUEBA, DURANTE EL TIEMPO DE PRUEBA NO DEBERÁ PRESENTAR RUPTURA O DESPRENDIMIENTO DE ALGUNA PIEZA, LAS PIEZAS AQUÍ PROBADAS DEBERÁN SOMETERSE A LA PRUEBA DE FLUJO. *LOS VALORES SON REGISTRADOS EN EL REGISTRO FR10-03076 Y SE MARCA UNO SI ES CORRECTO Y CERO SI ES INCORRECTO. DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCIO N OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 15. Plan de Control Hoja 15 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PE10- 03039 “INSPECCI ÓN PROCESO OPD PE10-03036 PRUEBA DE FUGA DE SELLO DISPOSITIVO DE PRUEBA HIDROSTATIC A DE FUGA DEL SELLO PRUEBAS DE FLUJO A PRESIONES DE 15PSI Y 75 PSI LABORATOR IO OPD Inspección Calidad Laboratorio OPD 18 PRUEBA DE FUGA A 15 PSI Y 75 PSI ◊ DE ACUERDO A NORMA UL ESTANDAR DE SEGURIDAD DE DISPOSITIVOS DE PREVENCION DE SOBRELLENADO 2227, REV. 2da. EDICION, (REFERENCIA HP-9361-004 HOJA DE PROCESO PRUEBA DE FLUJO) VISUAL Y BASCULA DIGITAL MW-01-06 70 PZS MINIMO POR TURNO COLOCAR EL SUB-ENSAMBLE SOPORTE EN EL NICHO DEL DISPOSITIVO (VERIFICAR QUE TODA LA CUERDA ESTE ADENTRO DEL DISPOSITIVO), COLOCAR EL CONTENEDOR VACIO SOBRE LA BASCULA Y MARCAR A CERO Y COLOCAR EL CONTENEDOR ABAJO DEL DISPOSITIVO DE PRUEBA, PROBAR A 15PSI EN EL PARA REALIZAR LA PRUEBA SE TOMA UN TIEMPO DE 1MIN .SE DETENDRA LA PRUEBA Y SE TOMARA EL PESO DANDO COMO MAXIMO PARA ESTA PRUEBA 0.500LB Y PARA LA PRUEBA DE 75 PSI SE REALIZA LO MISMO EL PESO DEBE SER COMO MAXIMO 0.314 LB EN UN TIEMPO DE 1MIN SE REGISTRA ELECTRONICAMENTE EN FR10- 03076 ***ADICIONAL SE REALIZARAN LAS PRUEBAS DE FLUJO DE 15PSI Y 75 PSI A 20 PIEZAS CON MANERAL POR DIA Y REGISTRAR LOS DATOS EN FR10-03084 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 16. Plan de Control Hoja 16 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PE10- 03039 “INSPECCI ÓN PROCESO OPD PRUEBA DE TENSION A FLOTADOR DINAMÓMETRO / DISPOSITIVO DE SUJECIÓN DE FLOTADOR Inspección Calidad Proceso 19 PRUEBA DE TENSION A FLOTADOR DE 50 LIBRAS MINIMO. DE ACUERDO A NORMA UL ESTANDAR DE SEGURIDAD DE DISPOSITIVOS DE PREVENCION DE SOBRELLENADO 2227, REV. 2da. EDICION, DINAMÓMET RO DIGITAL / VISUAL 3 PZ DIARIO EL INSPECTOR DE CALIDAD DE LA LINEA FINAL OPD TOMA TRES PIEZAS POR DIA LAS MUESTRAS EN TOTAL DE LAS DOS LINEAS, COLOCAR EL OPD ENSAMBLADO CON LA VALVULA EN LA BASE PARA REALIZAR LA PRUEBA DE TENSION DENTRO DE EL DISPOSITIVO DE SUJECIÓN, COLOCAR EL DINAMOMETRO PARA APLICA LA FUERZA HORIZONTAL HASTA LLEGAR A UN MINIMO DE 50 LB. DE ACUERDO A PE10-03038 *EL INSPECTOR DE CALIDAD ANOTA EN SU REGISTRO LOS VALORES EN FR10-03075 DETENER EL PROCESO Y NOTIFICAR AL SUPERVISOR PARTE / PROCESO NOMBRE DEL PROCESO / DESCRIPCION OPERACION MAQUINA, DISPOSITIVO, HERRAMIENTA. CARACTERISTICAS CRITICA LIDAD METODO DE ENSAMBLE PLAN DE REACCION ESPECIFICACION /TOLERANCIA METODO DE MEDICION MUESTREO METODO DE CONTROL # PRODUCTO PROCESO TAMAÑO FRE- CUENCIA
- 17. Plan de Control Hoja 17 de 17 RESPONSABLE DIRECTO/ TEL. FECHA ORIGINAL FECHA DE REVISION PLAN DE CONTROL NUMERO : NUMERO DE PARTE / REVISION EQUIPO DE TRABAJO FECHA DE APROBACION DE INGENIERIA DEL CLIENTE INGENIERIA, MANUFACTURA Y ASEGURAMIENTO DE CALIDAD NOMBRE DE LA PARTE / DESCRIPCION PROVEEDOR / PLANTA / APROBACIÓN / FECHA FECHA DE APROBACION DE CALIDAD DEL CLIENTE PROVEEDOR / PLANTA: CODIGO DEL PROVEEDOR FECHA DE OTRA APROBACION (SOLO SÍ ES REQUERIDA) PROTOTIPO CORRIDA PILOTO PRODUCCION PE10- 03040 “PRUEBA ENVEJECI DO SOPORTE OPD” ENVEJECIMIE NTO ACELERADO DEL SUBENSAMBLE SOPORTE DE PLASTICO OPD LABORATORI O DE OPD PARA PRUEBAS DE FLUJO Y HORNEADO EN LABORATORI O EXTERNO “ANCE” PRUEBAS Envejecimiento Calidad 20 PRUEBA DE ENVEJECIMIEN TO ACELERADO EN HORNO DE ACUERDO A NORMA UL ESTANDAR DE SEGURIDAD DE DISPOSITIVOS DE PREVENCION DE SOBRELLENADO 2227, REV. 2da. EDICION, (REFERENCIA PROCEDIMIENTO PE10-03040 “PRUEBA ENVEJECIDO SOPORTE OPD”) DISPOSITIV OS DE PRUEBA DE DEFORMACI ÓN / FLUJO Y BÁSCULA DIGITAL MW-01-06 “LABORATOR IO DE OPD” 3 PZS POR LINEA TRIMES TRAL DE ACUERDO AL PROCEDIMIENTO REALIZAR LAS PRUEBAS INDICADAS PARA COMPARACIÓN DE RESULTADOS DE FLUJO Y DEFORMACIÓN ANTES Y DESPUÉS DE METER LAS PIEZAS EN UN HORNO, SE REALIZAN EN EL LABORATORIO DE OPD **LAS PIEZAS SE HORNEAN EN UN LABORATORIO EXTERNO “ANCE” A 87 ºC DURANTE 7 DIAS. ***EL INSPECTOR DE CALIDAD OPD ELABORA EL REPORTE DE ESTAS PRUEBAS DETENER EL PROCESO Y NOTIFICAR AL PROVEEDOR DE LA MATERIA PRIMA DE LAS PARTES PLASTICAS DEL OPD PARA EL REEMPLAZO DE MATERIAL