Descargado 154 veces

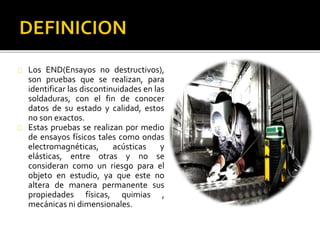
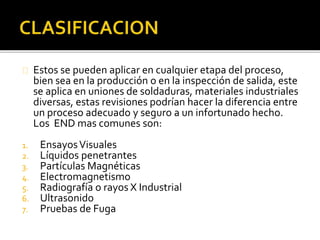
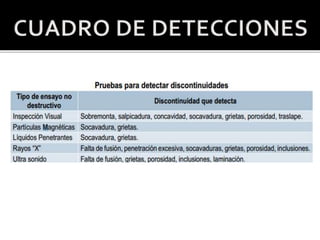
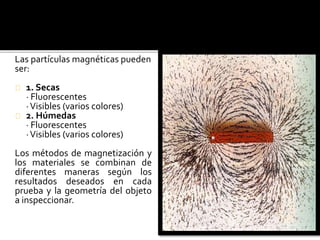
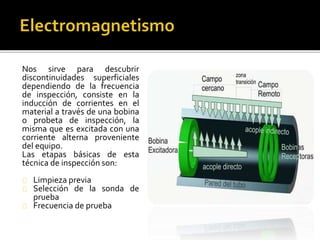
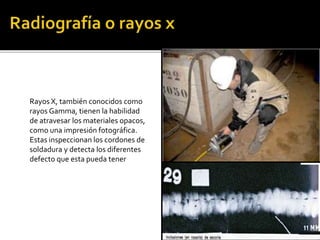
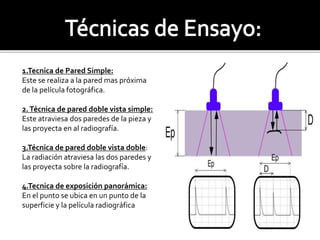

Los ensayos no destructivos son pruebas que se realizan sin alterar las propiedades del material, utilizando métodos como ondas electromagnéticas, acústicas y elásticas para identificar discontinuidades en soldaduras y conocer la calidad y estado de las mismas. Algunos de los métodos más comunes son la inspección visual, líquidos penetrantes, partículas magnéticas, electromagnetismo, radiografía, ultrasonido y pruebas de fuga. Estas pruebas son importantes para diagnosticar posibles riesgos de manera










































































