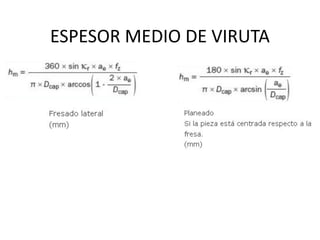
El proceso de fresado consiste en el corte del material mediante una herramienta rotativa con varios filos llamados dientes. La herramienta puede moverse en casi cualquier dirección de los tres ejes posibles, mientras que la pieza se sujeta en la mesa de la máquina. El fresado se caracteriza por el corte del material a través del movimiento combinado de rotación de la herramienta y desplazamiento de la misma.









































































































































































![FORMULAS TORNILLO SIN FIN
Paso P = π x M
Altura del diente h = 2.25 x M
Diámetro primitivo dp = (8 a 12) x M
Diámetro exterior de = dp + 2M
Diámetro interior di = de – 2 x h
Ángulo del filete Alfa α= Tg¯¹ ( M/dp)
Espesor del filete e = P/2
Espacio entre filetes c = P/2
Ancho del fondo del filete
T =[(P x Cotβ/4)-M] x (2xtgβ)
Longitud de la parte roscada
LR = P(4.5+(N/50))
Extremos sin rosca F = P
Radio de la cabeza (r) = 0.05P
Beta β = filete normal 14° 30’; β= filete reforzado 20°y β = pasos largos 30°](https://image.slidesharecdn.com/unidotodosegundo-230514145005-ee10a316/85/Fresado-pdf-184-320.jpg)



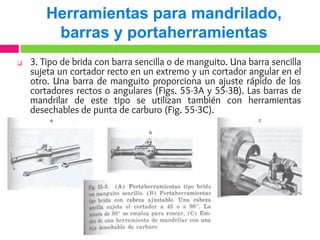
![Resistencia del diente.
El diente de un engranaje trabaja por resistencia a la flexión y
debe ser calculado como un sólido empotrado en la base, por
tanto se calcula como si un solo diente soportara el esfuerzo
tangencial. La más notable teoría sobre el tema fue dada a
conocer por Mr Wilfred Lewis en el año de 1892.
A continuación se dan los cálculos más elementales para
engranajes con aplicaciones corrientes.
P: Fuerza tangencial en el diente[Kg]
C: Coeficiente de trabajo por flexión [Kg/mm2
]
M: Módulo](https://image.slidesharecdn.com/unidotodosegundo-230514145005-ee10a316/85/Fresado-pdf-188-320.jpg)


























































