Descargado 56 veces
























































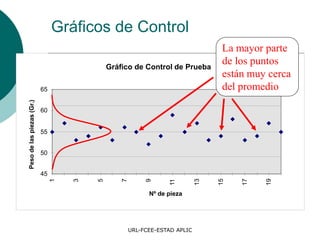



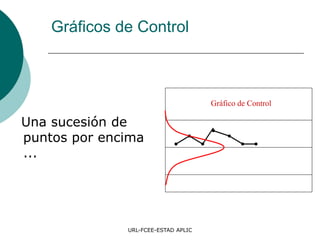



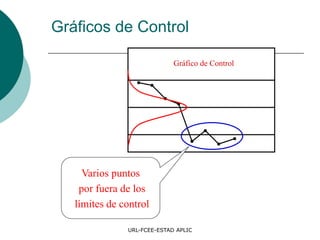










El documento describe los gráficos de control, una herramienta importante para el control de calidad de procesos. Explica que un gráfico de control representa valores de mediciones de un proceso a lo largo del tiempo y ayuda a distinguir la variabilidad natural del proceso de causas que lo ponen fuera de control. También describe cómo establecer límites de control estadísticos mediante datos iniciales y cómo analizar los gráficos para monitorear que el proceso permanezca bajo control estadístico.

































![Curso control estadisticos_de_procesos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cursocontrolestadisticosdeprocesos1-130925184706-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


![Unidad1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/unidad11-100905231554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)











































