Descargar como PDF, PPTX

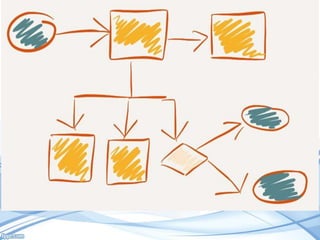






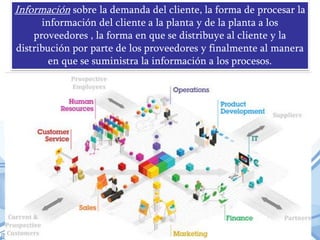

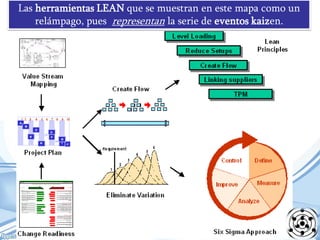





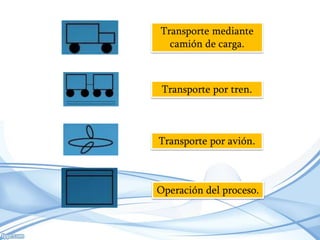
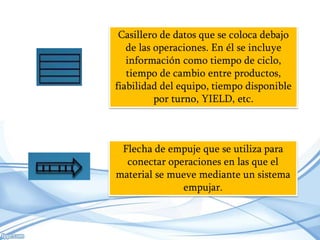
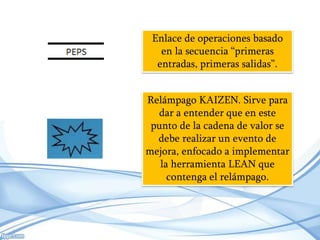













El documento describe el uso de mapas de valor para analizar y mejorar procesos productivos. Los mapas de valor permiten visualizar el flujo de materiales y de información a través de una cadena de suministro. Se utilizan para identificar áreas de oportunidad, establecer planes de mejora continua y diseñar sistemas de producción adaptados a las necesidades cambiantes del cliente.














![Presentacion kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionkanban1-111104084810-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



























































