Descargado 3848 veces

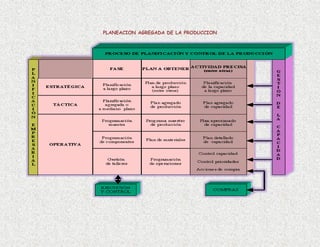


































Este documento presenta información relevante para elaborar un plan agregado de producción, incluyendo: 1) definición de planeación agregada, 2) información necesaria como unidades agregadas, demanda y costos, 3) técnicas como estrategias de producción y 4) consideraciones para la implementación del plan ante eventos no planeados. El objetivo es satisfacer la demanda de manera eficiente mediante la optimización de recursos como la fuerza laboral y los inventarios.



































































































