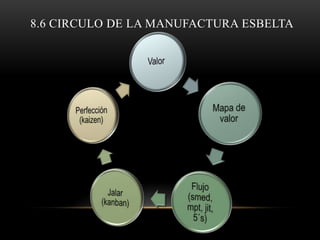
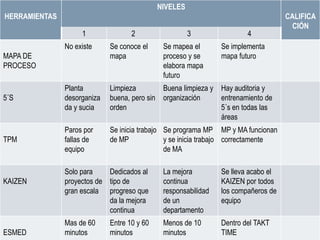
Este documento presenta los principios básicos de Lean Manufacturing. En resumen: (1) Explica conceptos clave como valor, mapa de valor y flujo continuo; (2) Describe herramientas como 5S, TPM y Kaizen para eliminar desperdicios; (3) Propone un sistema de evaluación basado en 4 niveles para medir la implementación de estas herramientas.