







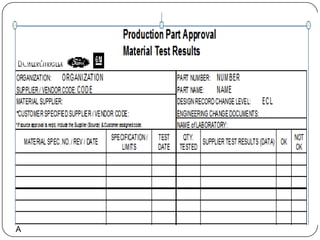








Este documento establece los requerimientos para el Plan de Aprobación de Producción del Proveedor (PPAP), incluyendo requerimientos para registros de diseño, documentos de cambios autorizados, aprobación de ingeniería del cliente, análisis FMEA, diagramas de flujo de proceso, planes de control, estudios de capacidad de medición, resultados de pruebas, muestras de producción, y garantía de presentación de la parte. La organización debe cumplir con todos estos requerimientos para obtener la aprobación del PPAP por




























































