Descargado 88 veces



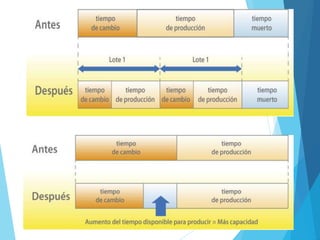



Shigeo Shingo fue un ingeniero industrial japonés que desarrolló varias técnicas de manufactura como el Sistema Just in Time y el Cambio Rápido de Instrumento. Nació en 1909 en Japón y estudió en la Escuela Técnica Superior de Ingenieros donde descubrió el trabajo de Frederick Taylor. A lo largo de su carrera introdujo mejoras en los procesos de ensamblaje y calidad que llevaron a cero defectos en las líneas de producción.















































