Descargado 508 veces

![Tiempo de flujo MLT Recepción por el cliente Diseño Compra Manuf. Ensam. Emp. Env. Transp. Plazo aceptable por el cliente Operaciones en base a previsión [Posibles] operaciones en base a pedidos Gap](https://image.slidesharecdn.com/operaciones-lean-1226941549514956-9/75/Operaciones-Lean-4-2048.jpg)

















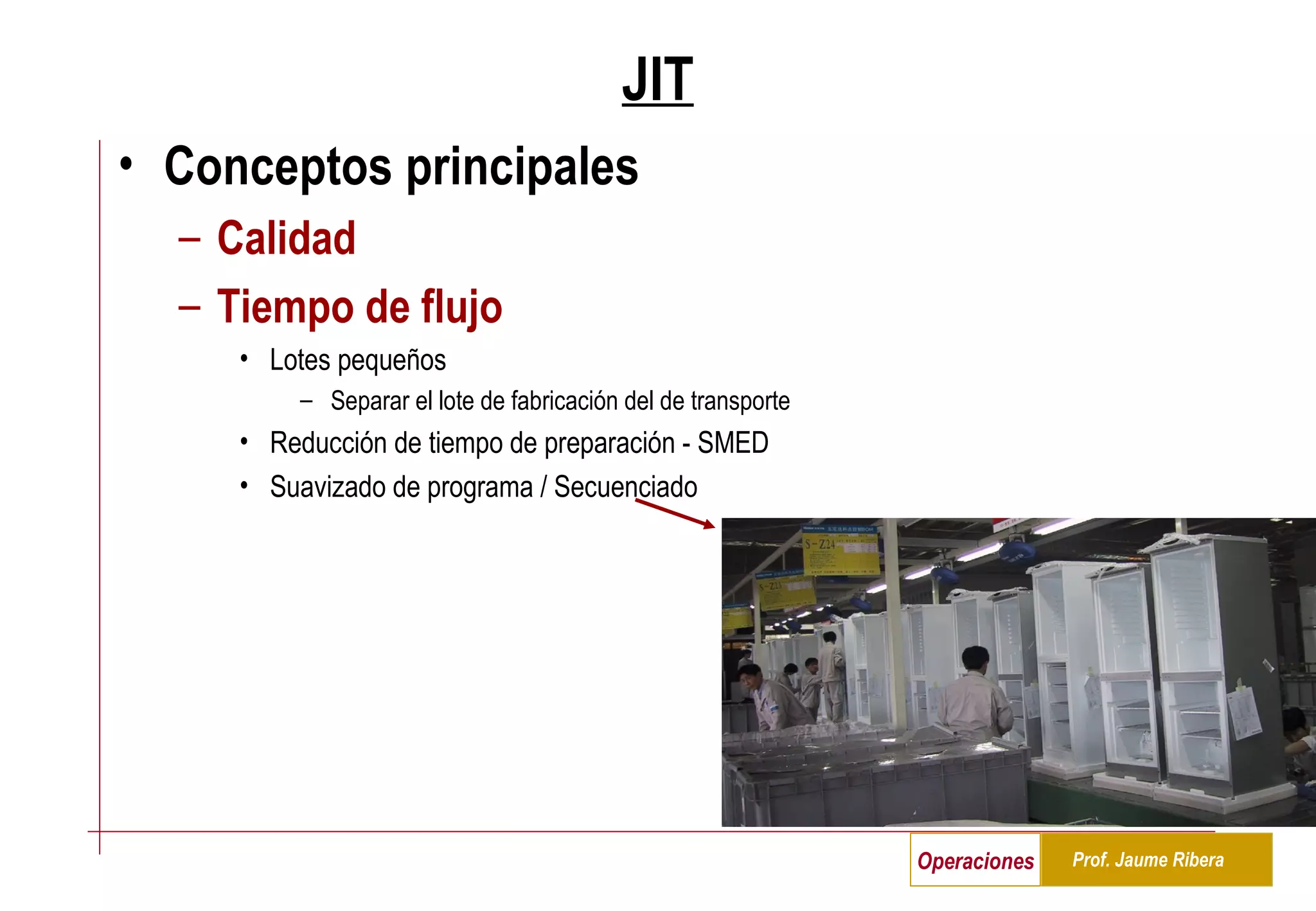


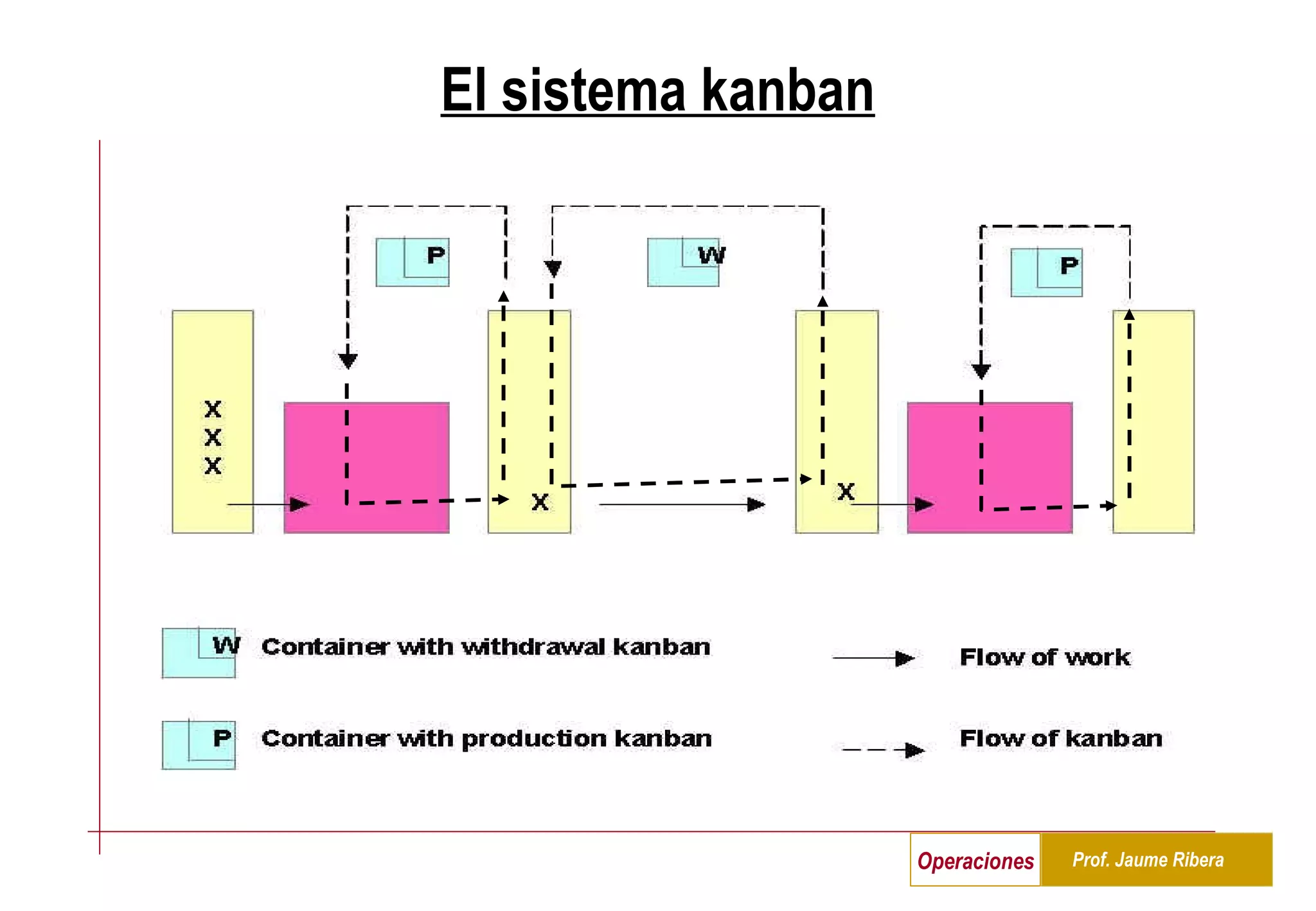
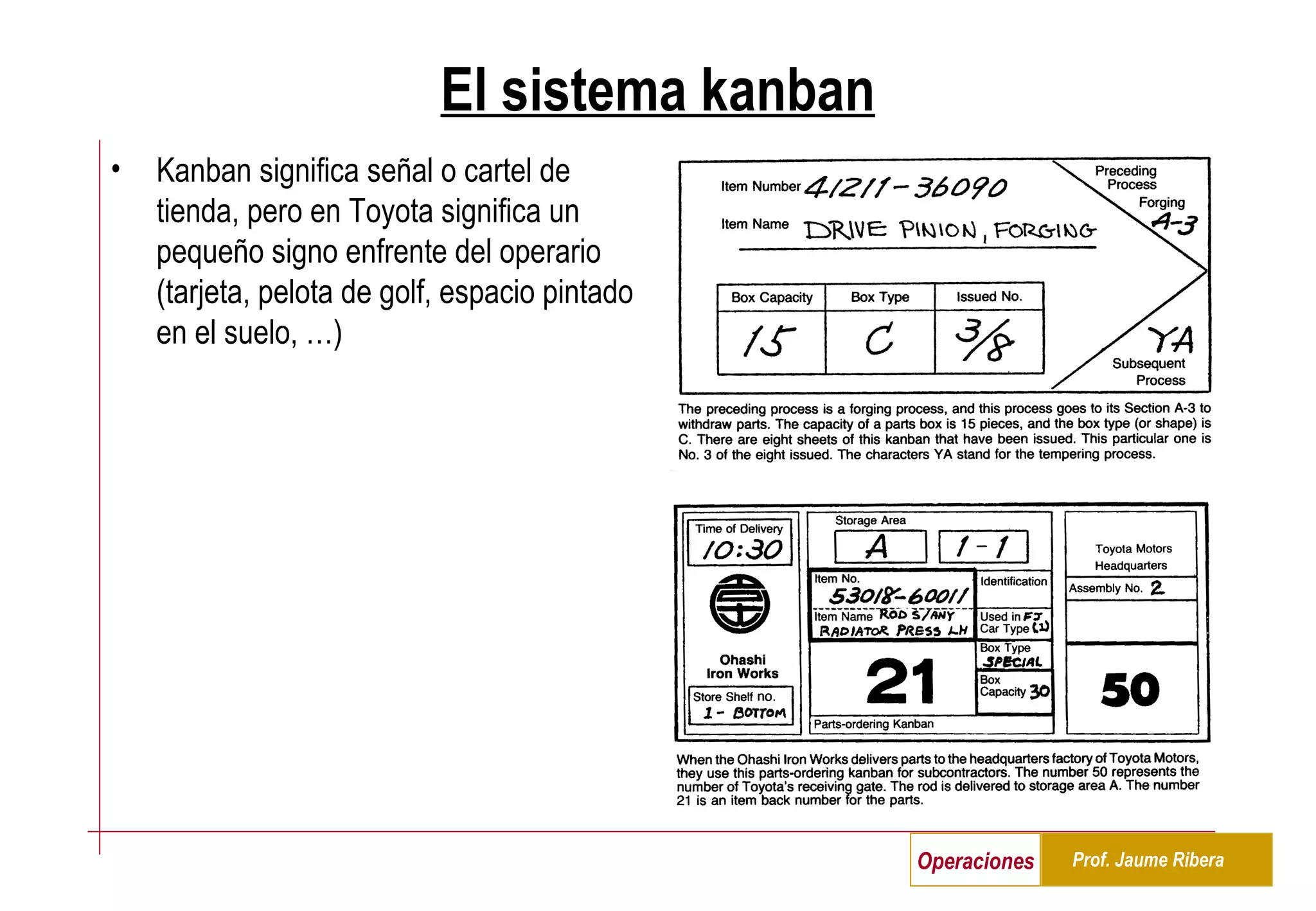

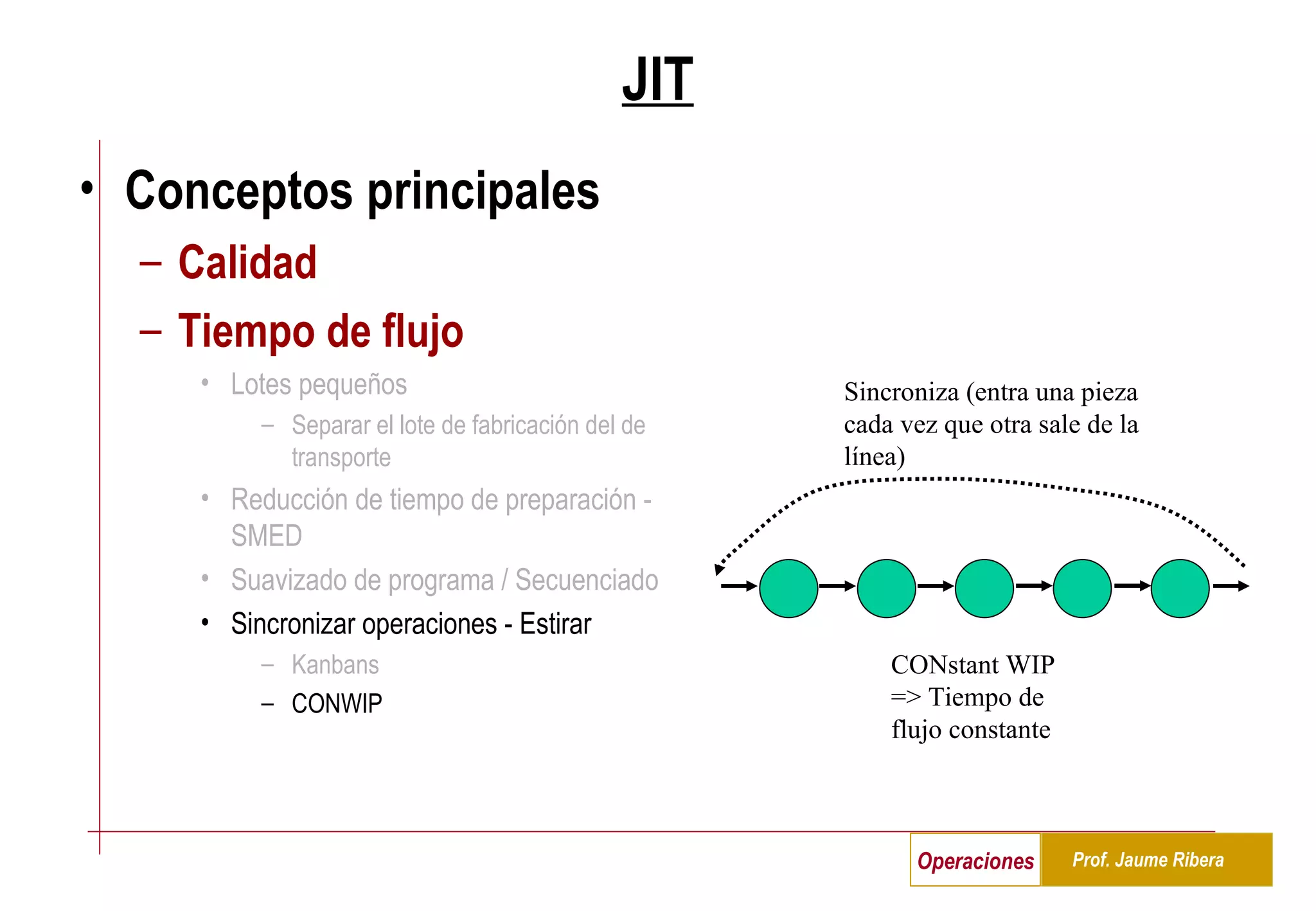
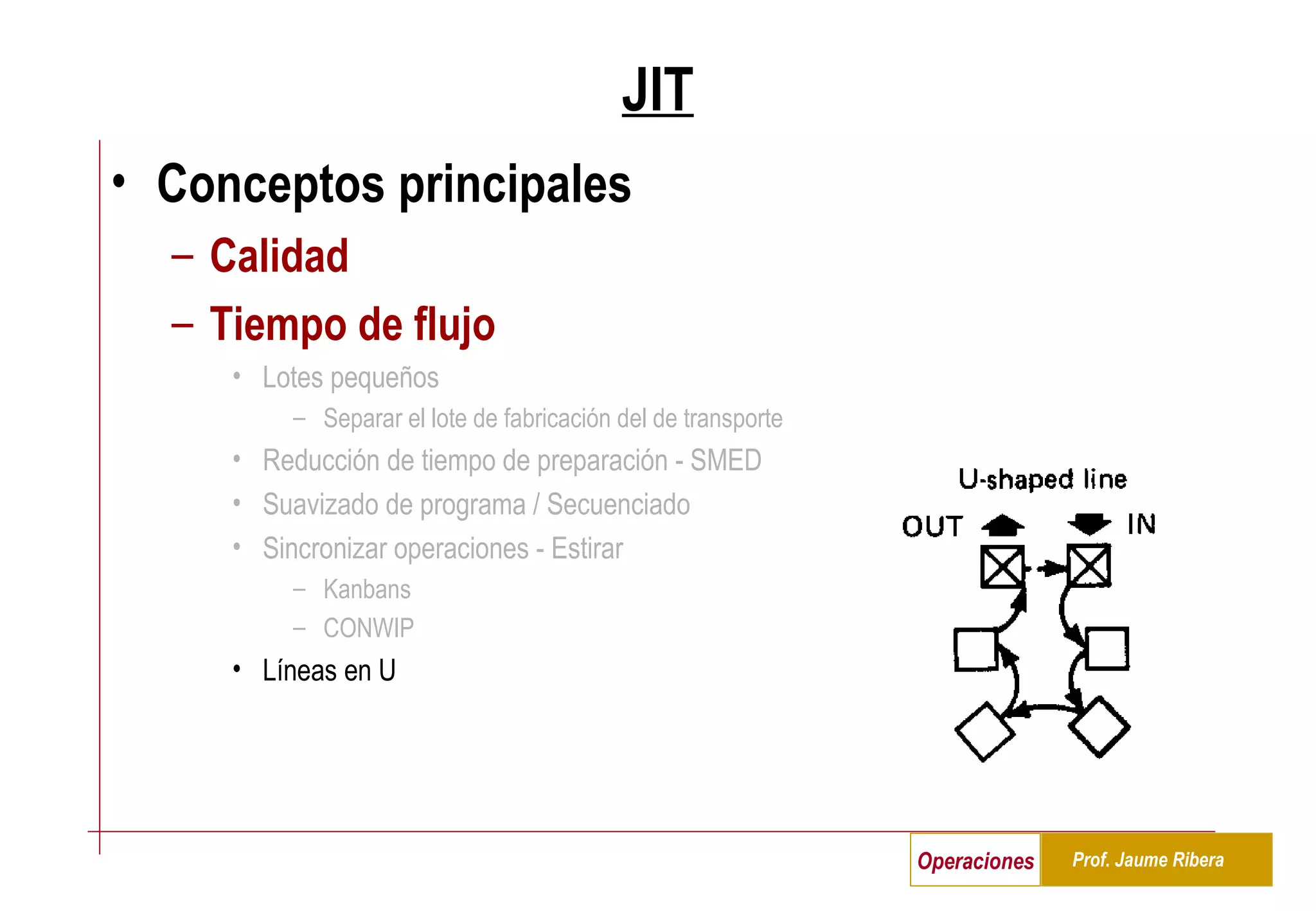
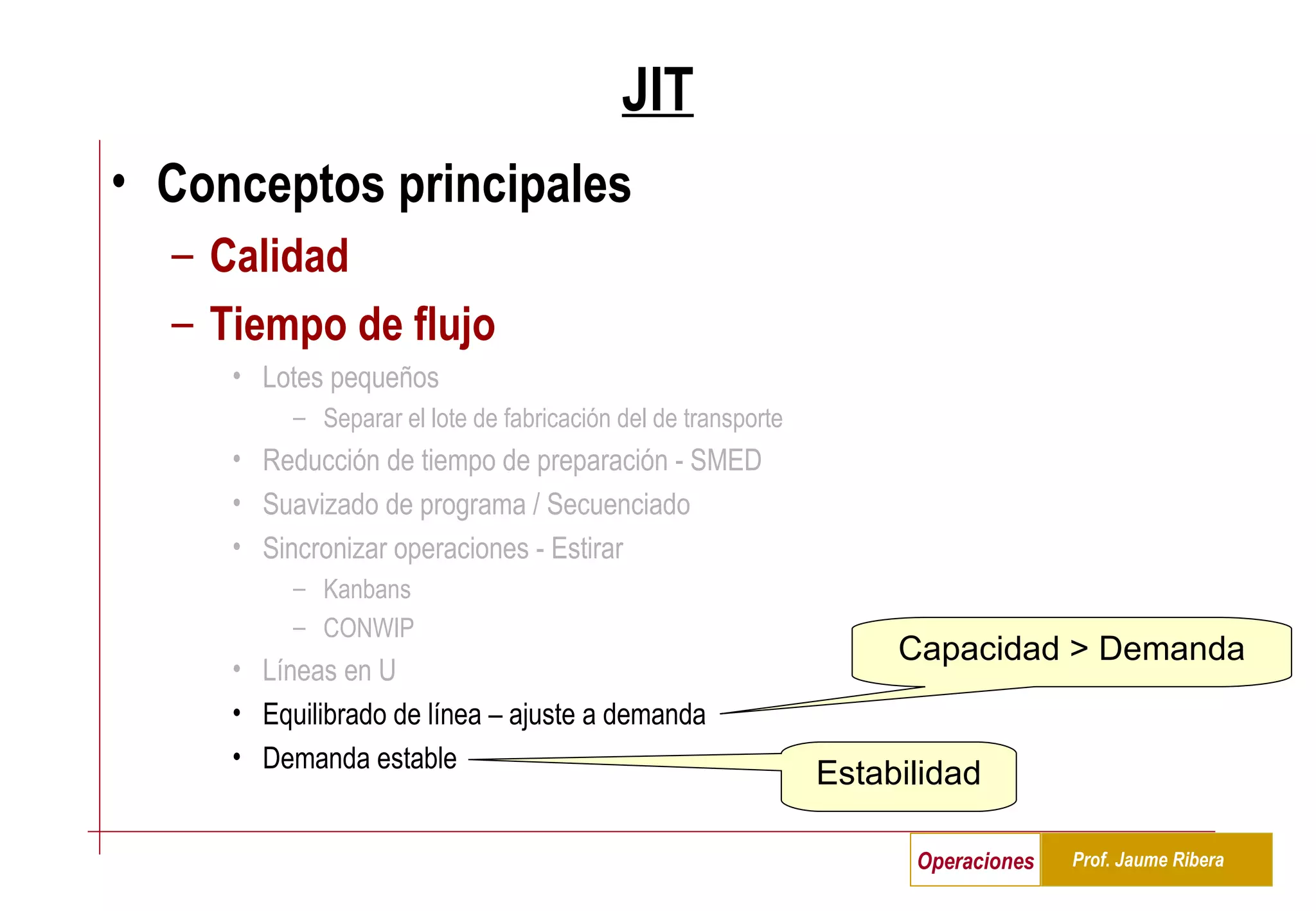


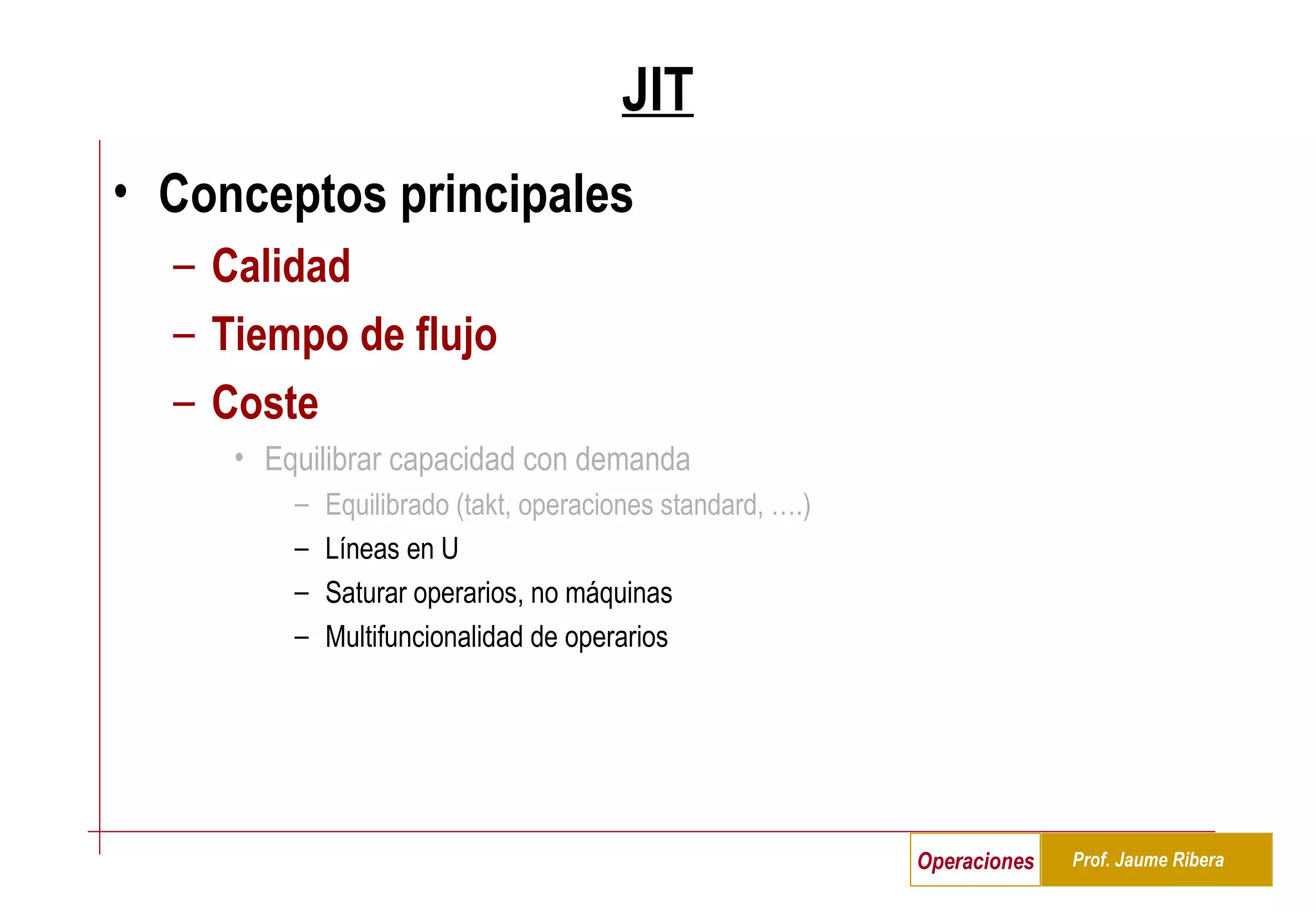


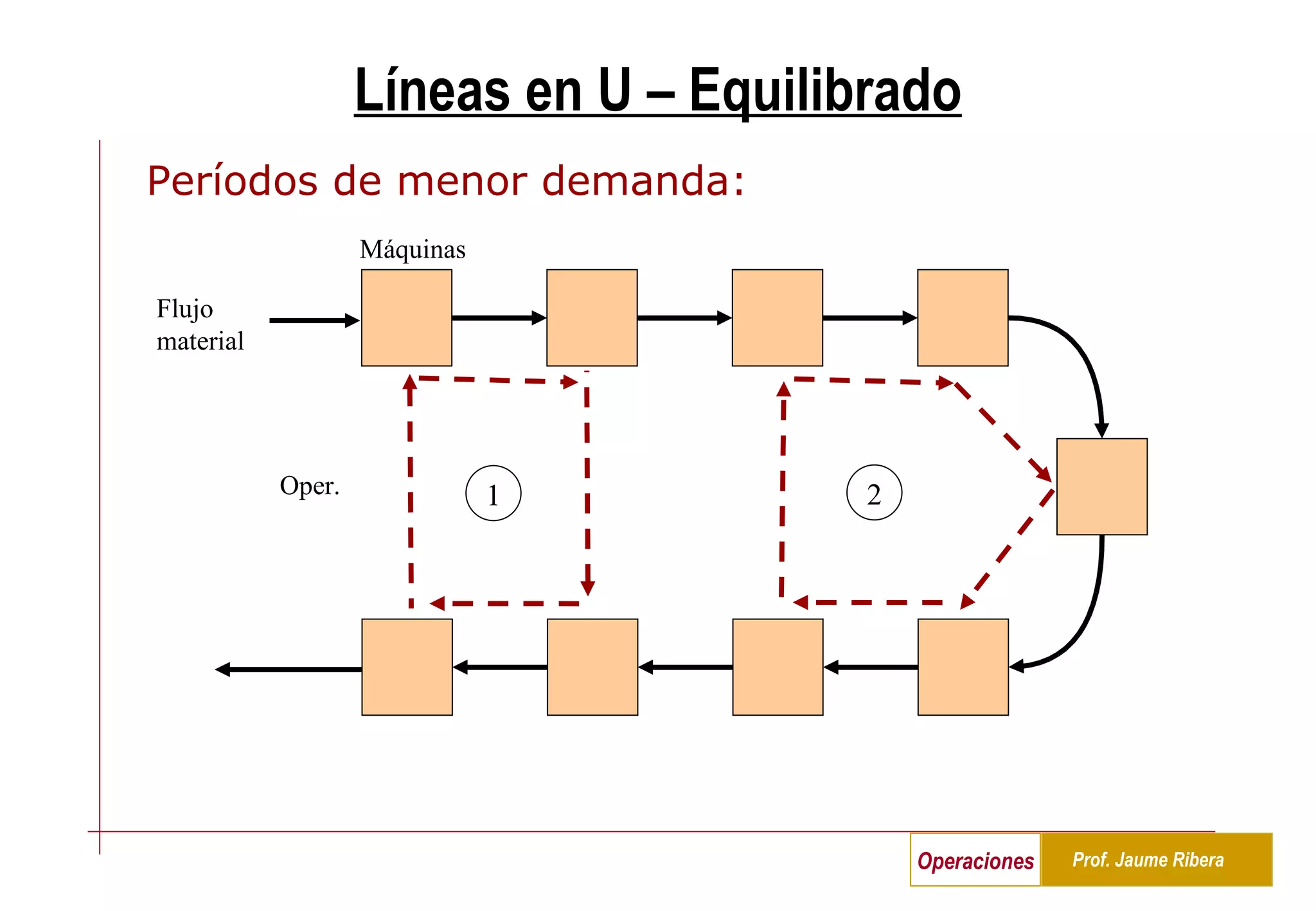



El documento describe los conceptos clave de las operaciones "Lean" o magras, incluyendo Just-In-Time (JIT), calidad total, mejora continua (Kaizen), y poka-yoke. Explica que Lean se basa en la filosofía del Sistema de Producción Toyota (TPS) para estandarizar procesos, eliminar desperdicios, y mejorar continuamente mediante la resolución colaborativa de problemas. El objetivo final es entregar valor para el cliente de manera eficiente y flexible.














![Justo a tiempo [recuperado] [recuperado]](https://cdn.slidesharecdn.com/ss_thumbnails/justoatiemporecuperadorecuperado-150403180427-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)


























































































