
Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Parámetros y defectos1
Similar a Parámetros y defectos1 (20)
Más de juan pablo Martínez
Más de juan pablo Martínez (20)
Último
Último (20)
Parámetros y defectos1
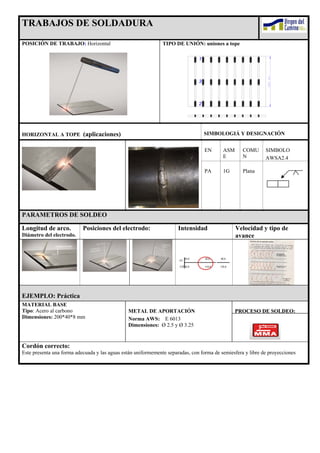
- 1. TRABAJOS DE SOLDADURA POSICIÓN DE TRABAJO: Horizontal TIPO DE UNIÓN: uniones a tope 1 3 2 HORIZONTAL A TOPE (aplicaciones) SIMBOLOGIÁ Y DESIGNACIÓN EN ASM COMU SIMBOLO E N AWSA2.4 PA 1G Plana PARAMETROS DE SOLDEO Longitud de arco. Posiciones del electrodo: Intensidad Velocidad y tipo de Diámetro del electrodo. avance EJEMPLO: Práctica MATERIAL BASE Tipo: Acero al carbono METAL DE APORTACIÓN PROCESO DE SOLDEO: Dimensiones: 200*40*8 mm Norma AWS: E 6013 Dimensiones: Ø 2.5 y Ø 3.25 Cordón correcto: Este presenta una forma adecuada y las aguas están uniformemente separadas, con forma de semiesfera y libre de proyecciones
- 2. PARAMETROS DE SOLEO INCORRECTOS: La calidad de una soldadura depende de los parámetros de soldeo, a continuación observarás los defectos típicos que se cometen en la soldadura al arco por los principiantes. Long. Arco Corto ( menor Ø Largo (mayor Ø electrodo) electrodo) El diámetro del electrodo cordones estrechos, cordones anchos e abultados y irregulares, muchas porosidad por proyecciones arrastre de material Intensidad Baja Alta Foto de los parámetros Cordones estrechos El electrodo funde de los electrodos de 2.5 y y abultados deprisa el cordón ancho e 3,25 irregular y muchas proyecciones Movimientos del Lenta Excesiva electrodo Foto de cordones anchos y Cordón estrecho y aguas abultados afiladas Posiciones del electrodo Menos Grados Mas Grados Video de las posiciones Estrechos y aguas anchos y aguas redondas de electrodo afiladas
- 3. TRABAJOS DE SOLDADURA POSICIÓN DE TRABAJO: Horizontal TIPO DE UNIÓN: uniones a solape Uniones a solape (aplicaciones) SIMBOLOGIÁ Y DESIGNACIÓN EN ASM COMU SIMBOLO E N AWSA2.4 PB 2F En Ángulo PARAMETROS DE SOLDEO Longitud de Posiciones del electrodo: Intensidad Velocidad y tipo de avance arco EJEMPLO: Práctica MATERIAL BASE Tipo: Acero al carbono METAL DE APORTACIÓN PROCESO DE SOLDEO: Dimensiones: 200*40*8 mm Norma AWS: E 6013 Dimensiones: Ø 2.5 y Ø 3.25 Cordón correcto: Este presenta una forma adecuada y las aguas están uniformemente separadas, con forma de semiesfera y libre de proyecciones.
- 4. PARAMETROS DE SOLEO INCORRECTOS: La calidad de una soldadura depende de los parámetros de soldeo, a continuación observarás los defectos típicos que se cometen en la soldadura al arco por los principiantes. Long. Arco Corto (Ø menor) Largo (mayor Ø El Ø del electrodo. cordones estrechos, electrodo) Menos medida más int. abultados y falta de cordones anchos e Mas medida menos int. fusión en los bordes irregulares, muchas proyecciones. Las gotas no se depositan bien en los bordes Intensidad Baja Alta Foto de los parámetros Cordones estrechos El electrodo funde de los electrodos de 2.5 y y abultados. deprisa el cordón ancho e 3,25 No funde en los irregular y muchas bordes proyecciones Movimientos del Lenta. Excesiva. electrodo Cordones anchos y Poco material y sin abultados. fusión en los bordes. Imposibilidad para controlar el baño de fusión poros. Posiciones del electrodo Menos Grados Mas Grados Video de las posiciones Estrechos y aguas anchos y aguas redondas de electrodo afiladas Posiciones del electrodo Inclinación El cordón funde por la inadecuada. chapa de arriba y no llega a tocar la de abajo.
- 6. TRABAJOS DE SOLDADURA POSICIÓN DE TRABAJO: Horizontal TIPO DE UNIÓN: Uniones Ángulo Interior o Tes Uniones Ángulo interior Relleno. SIMBOLOGIÁ Y DESIGNACIÓN EN ASM COMU SIMBOLO E N AWSA2.4 PB 2F En Ángulo PARAMETROS DE SOLDEO Longitud de Posiciones del electrodo. Intensidad. Velocidad y tipo de avance arco. Igual que en solape. EJEMPLO: Práctica MATERIAL BASE Tipo: Acero al carbono METAL DE APORTACIÓN PROCESO DE SOLDEO: Dimensiones: 200*40*8 mm Norma AWS: E 6013 Dimensiones: Ø 2.5 y Ø 3.25 Cordón correcto: Este presenta una forma adecuada y las aguas están uniformemente separadas, con forma de semiesfera y libre de proyecciones.
- 7. PARAMETROS DE SOLEO INCORRECTOS: La calidad de una soldadura depende de los parámetros de soldeo, a continuación observarás los defectos típicos que se cometen en la soldadura al arco por los principiantes. Long. Arco Corto (Ø menor) Largo (mayor Ø El Ø del electrodo. cordones estrechos, electrodo) Menos medida más int. abultados y falta de cordones anchos e Mas medida menos int. fusión en los bordes irregulares, muchas proyecciones. Las gotas no se depositan bien en los bordes Intensidad Baja Alta Foto de los parámetros Cordones estrechos El electrodo funde de los electrodos de 2.5 y y abultados. deprisa el cordón ancho e 3,25 No funde en los irregular y mordeduras. bordes Movimientos del Lenta. Excesiva. electrodo Foto de Cordones anchos y Poco material y sin abultados. fusión en los bordes. Imposibilidad para controlar el baño de fusión poros. Posiciones del electrodo Menos Grados Mas Grados Video de las posiciones Estrechos y aguas anchos y aguas redondas de electrodo afiladas
- 8. TRABAJOS DE SOLDADURA POSICIÓN DE TRABAJO: Vertical ascendente TIPO DE UNIÓN: uniones a tope Vertical (aplicaciones) SIMBOLOGIÁ Y DESIGNACIÓN EN ASME COMUN SIMBOLO AWSA2.4 PF 23 Vertical Asc. Asc.des. PARAMETROS DE SOLDEO Longitud de arco. Posiciones del electrodo: Intensidad Velocidad y tipo de avance EJEMPLO: Práctica MATERIAL BASE Tipo: Acero al carbono METAL DE APORTACIÓN PROCESO DE SOLDEO: Dimensiones: 200*40*8 mm Norma AWS: E 6013 Dimensiones: Ø 2.5 y Ø 3.25 Cordón correcto: Este presenta una forma adecuada y las aguas están uniformemente separadas, con forma de semiesfera y libre de proyecciones
- 9. PARAMETROS DE SOLEO INCORRECTOS: La calidad de una soldadura depende de los parámetros de soldeo, a continuación observarás los defectos típicos que se cometen en la soldadura al arco por los principiantes. Long. Arco. Corto. ( menor Ø Largo. (mayor Ø electrodo) electrodo) La mitad del diámetro Cordones estrechos, El cordón tiende a del electrodo. abultados y porosidad descolgarse y es por arrastre de irregular. material. Intensidad Baja. Alta. Foto de los parámetros Cordones estrechos y Cordón irregular de los electrodos de abultados. tendiendo a descolgarse. 2.5 y 3,25 Mordedura en la parte superior. Movimientos del Lenta. Cordones Excesiva. electrodo anchos e irregulares Cordón con poros por con descuelgue de falta de fusión al ir tan material. rápido. Cordones irregulares por falta de material. Posiciones del Menos Grados. ( por Más Grados. electrodo encima de la Cordones abultados y perpendicular) dificultad para dominar Los cordones se las escoria. estrechan en le centro y las aguas quedan más afiladas. Posiciones del Menos Grados Descuelgue y electrodo mordedura en la parte superior
- 11. TRABAJOS DE SOLDADURA POSICIÓN DE TRABAJO: Cornisa TIPO DE UNIÓN: uniones a tope CORNISA (aplicaciones) SIMBOLOGIÁ Y DESIGNACIÓN EN ASM COMU SIMBOLO E N AWSA2.4 PC 2G Cornisa PARAMETROS DE SOLDEO Longitud de arco. Posiciones del electrodo: Intensidad Velocidad y tipo de avance EJEMPLO: Práctica MATERIAL BASE Tipo: Acero al carbono METAL DE APORTACIÓN PROCESO DE SOLDEO: Dimensiones: 200*40*8 mm Norma AWS: E 6013 Dimensiones: Ø 2.5 y Ø 3.25 Cordón correcto: Este presenta una forma adecuada y las aguas están uniformemente separadas, con forma de semiesfera y libre de proyecciones
- 12. PARAMETROS DE SOLEO INCORRECTOS: La calidad de una soldadura depende de los parámetros de soldeo, a continuación observarás los defectos típicos que se cometen en la soldadura al arco por los principiantes. Long. Arco. Corto ( menor Ø Largo (mayor Ø electrodo) La mitad del diámetro cordones estrechos, El cordón tiende a del electrodo. abultados y descolgarse y produce porosidad por mordedura en la parte arrastre de material superior. Intensidad Baja Alta Foto de los parámetros Cordones estrechos El cordón tiende a de los electrodos de 2.5 y y abultados descolgarse y produce 3,25 mordedura en la parte superior. Movimientos del Lenta Excesiva electrodo Cordones anchos Cordón estrecho y aguas con descuelgue de afiladas material, mordedura en la parte superior. Posiciones del electrodo Menos Grados Estrechos y aguas Mas Grados Anchos y aguas redondas afiladas
- 14. TRABAJOS DE SOLDADURA POSICIÓN DE TRABAJO: Techo TIPO DE UNIÓN: uniones a tope TECHO (aplicaciones) SIMBOLOGIÁ Y DESIGNACIÓN EN ASM COMU SIMBOLO E N AWSA2.4 PE 4G Bajo techo PARAMETROS DE SOLDEO Longitud de arco. Posiciones del electrodo: Intensidad Velocidad y tipo de avance EJEMPLO: Práctica MATERIAL BASE Tipo: Acero al carbono METAL DE APORTACIÓN PROCESO DE SOLDEO: Dimensiones: 200*40*8 mm Norma AWS: E 6013 Dimensiones: Ø 2.5 y Ø 3.25 Cordón correcto: Este presenta una forma adecuada y las aguas están uniformemente separadas, con forma de semiesfera y libre de proyecciones
- 15. PARAMETROS DE SOLEO INCORRECTOS: La calidad de una soldadura depende de los parámetros de soldeo, a continuación observarás los defectos típicos que se cometen en la soldadura al arco por los principiantes. Long. Arco. Corto ( menor Ø Largo (mayor Ø electrodo) electrodo. La mitad del diámetro Cordones abultados del electrodo. y producción de El cordón abultados con cavidades por tendencia a descolgarse. arrastre de material Intensidad. Baja. Alta Foto de los parámetros Cordones estrechos Cordón irregular, tiende de los electrodos de 2.5 y y abultados. a descolgarse y produce 3,25. mucha mordedura en el cráter. Movimientos del Lenta. Excesiva electrodo. Cordones anchos y Cordón estrecho y sin abultados. continuidad. Posiciones del electrodo Menos Grados Mas Grados Estrechos y aguas Anchos y aguas redondas afiladas