Descargado 16 veces



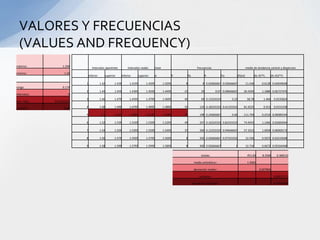








Este documento presenta los resultados de un análisis estadístico de datos de pernos. Incluye tablas con los valores y frecuencias de datos, cálculos de la media aritmética, desviación estándar y varianza de la muestra. También incluye un histograma y gráficas que muestran la distribución de los datos y los límites de la media ± 1, 2 y 3 desviaciones estándar.



















































































