Descargado 543 veces







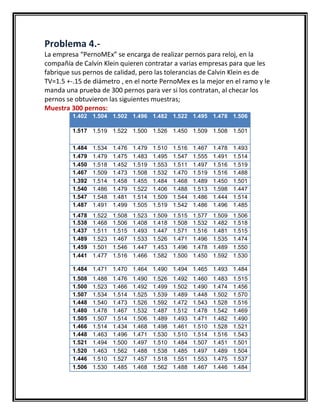




Este documento presenta 5 problemas de estudio de procesos industriales que involucran el uso de histogramas. Cada problema describe una situación de producción e incluye datos de muestras tomadas que se representan gráficamente mediante histogramas. Los resúmenes concluyen que en la mayoría de los casos los procesos cumplen con las especificaciones requeridas, a excepción de un caso donde se identifica una oportunidad para mejorar la eficiencia recuperando productos descartados.



































































