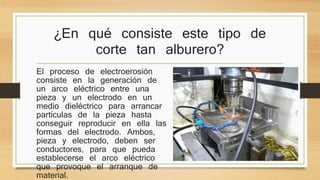
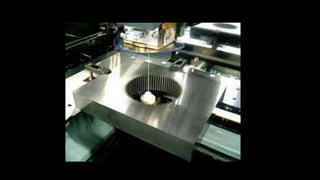
El proceso de electroerosión consiste en generar un arco eléctrico entre una pieza conductora y un electrodo en un medio dieléctrico para arrancar partículas de la pieza y reproducir las formas del electrodo. Existen dos tipos: uno que utiliza un electrodo de forma fija y otro que usa un hilo metálico fino. El proceso se repite miles de veces por segundo para erosionar uniformemente la pieza.