Descargado 199 veces







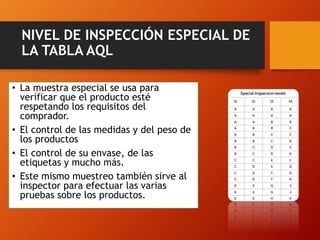








Este documento describe el concepto de Límite de Calidad Aceptable (AQL) y la tabla AQL. La tabla AQL establece el número máximo de defectos permitidos en una muestra de productos inspeccionados según su tamaño. Los defectos se clasifican en menores, mayores y críticos. El tamaño de la muestra inspeccionada y el número máximo de defectos permitidos determinan si un lote es aceptado o rechazado.















































