Descargado 857 veces
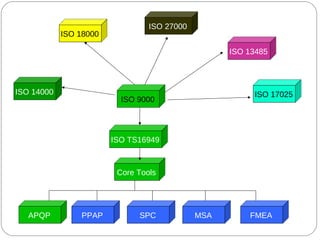
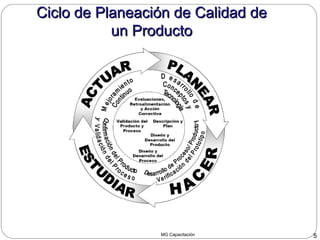

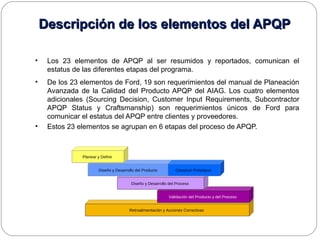
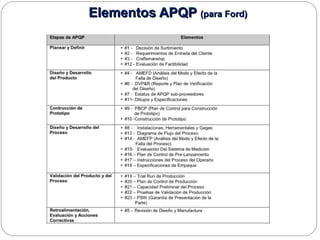
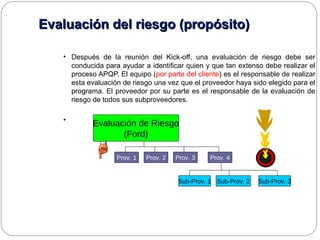
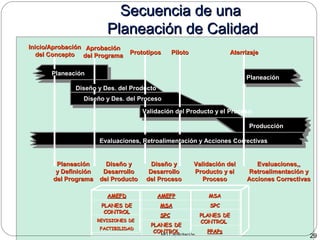
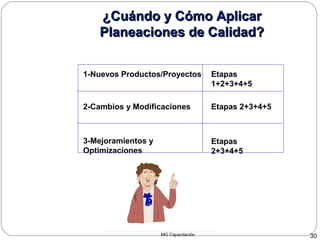
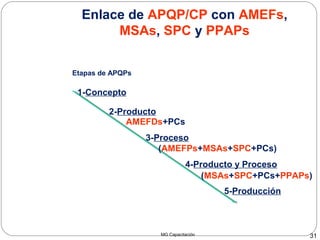

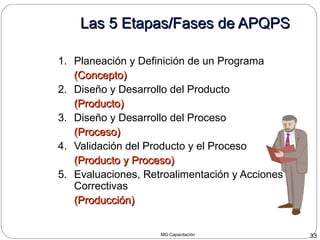
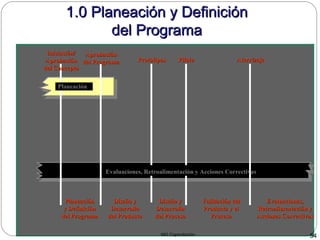
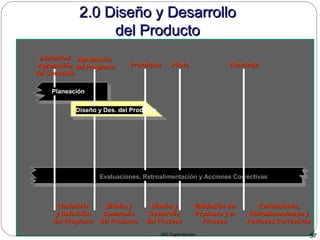


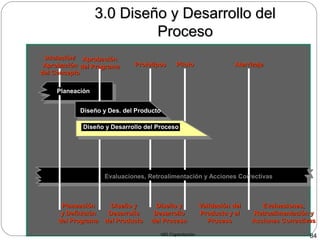
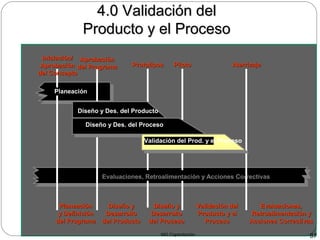
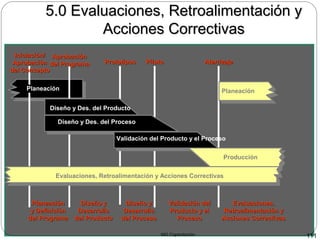
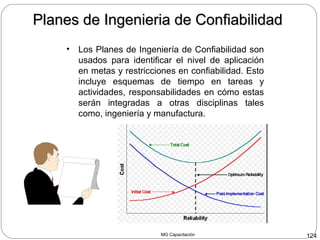

Este documento presenta información sobre el proceso de Planeación Avanzada de la Calidad del Producto (APQP). Explica los 8 objetivos del taller de capacitación sobre APQP, incluyendo identificar las 5 fases de un Plan de Calidad, desarrollar y aplicar Planes de Calidad y Planes de Control, y definir e identificar Características Críticas. También describe elementos clave del proceso APQP como el ciclo de Planeación de Calidad de un producto, criterios para identificar y controlar Características Críticas/Especiales,











































































