Unidad 5 aseguramiento
•Descargar como PPTX, PDF•
0 recomendaciones•196 vistas


Recomendados
Más contenido relacionado
Similar a Unidad 5 aseguramiento
Similar a Unidad 5 aseguramiento (20)
Último
Último (20)
Unidad 5 aseguramiento
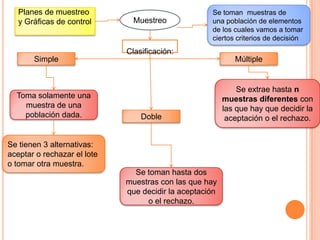
- 1. Planes de muestreo Se toman muestras de y Gráficas de control Muestreo una población de elementos de los cuales vamos a tomar ciertos criterios de decisión Clasificación: Simple Múltiple Se extrae hasta n Toma solamente una muestras diferentes con muestra de una las que hay que decidir la población dada. Doble aceptación o el rechazo. Se tienen 3 alternativas: aceptar o rechazar el lote o tomar otra muestra. Se toman hasta dos muestras con las que hay que decidir la aceptación o el rechazo.
- 2. Muestreo de aceptación Por Por atributos variables Forma de evaluar una parte de los productos que forman un lote con el propósito de aceptar o rechazar el lote La característica es de completo tipo cualitativo. La característica es M 1. Fijación del NCA y nivel de tipo cuantitativo de inspección Muestreos lote a e Dato: tamaño del lote lote: Mil-Std-105d c 2. Búsqueda de la letra- Puede código en la Tabla I. emplearse á 3. Si se desea un plan con: n simple se irá a las Tablas Se basan en el II, si doble a las Tablas III y NCA, que deberá i si múltiple a las Tablas IV. •S conocida y un solo límite de fijarse entre cliente y tolerancia. c •S conocida y dos límites de tolerancia proveedor. Muestreos lote a lote a •S desconocida y un solo límite de según Mil-Std-414 tolerancia. Diseñada para •S desconocida y dos límites de series de lotes. tolerancia Mecánica: Niveles de 1. Fijación del NCA y nivel de inspección. Dato: inspección: tamaño del lote. 1.- Rigurosa 2. Comprobar en la Tabla A-1 el NCA equivalente 2.- Normal que hay que utilizar. Búsqueda de la letra - código en la Tabla A-2. S: varianza 3.- Reducida 3.comparar el valor obtenido de z con el valor k 4. Se calcula el valor de m (media muestral) y de s, NCA: niveles de desviación típica muestral. calidad 5. Se calcula el valor de z. aceptables
- 3. Gráficos de Por control de variables Shewart Por atributos cuando las medidas pueden Detectar y corregir adoptar un intervalo continuo variaciones de calidad cuando las medidas de valores producidas antes y adoptadas no son continuas después del proceso •El proceso debe ser estable •Los datos del proceso deben obedecer a una distribución normal •El número de datos a considerar E debe ser de aproximadamente 20 a j 25 subgrupos con un tamaño de muestras de 4 a 5. e •la dispersión debe ser mínima m dentro de cada subgrupo y máxima entre subgrupos p •Se deben disponer de tablas l estadísticas o Los gráficos X-R se Para cada subgrupo utilizan cuando la calculamos el Promedio y el característica Rango de calidad que se desea controlar es una variable continua se calculan el promedio general de promedios de subgrupo y el promedio de rangos de subgrupo es necesario trabajar con subgrupos
- 4. Gráficos de control de Por atributos Shewart Representa un estadístico T del La característica es proceso frente al número de la de tipo cuantitativo muestra o al tiempo fracción o porcentaje de unidades número de defectos por número de defectos de todas defectuosas en la producción (P) unidad producida (U), las unidades producidas (C). Ejemplo