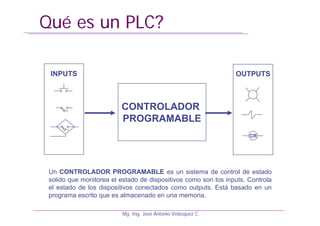
El documento proporciona información sobre controladores programables (PLC). Explica que un PLC es un sistema de control electrónico programable que monitorea entradas y controla salidas para controlar procesos industriales. Describe los componentes básicos de un PLC como actuadores, sensores, software y redes.