Descargado 74 veces





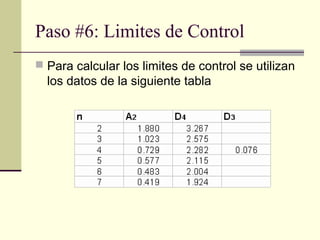
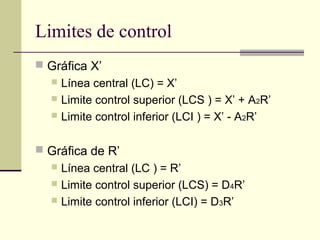
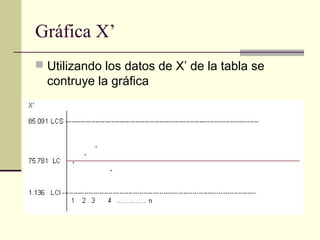
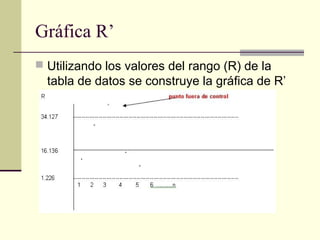
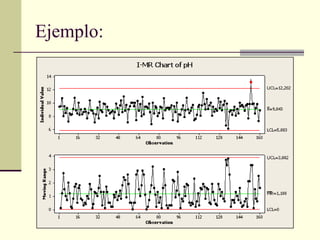
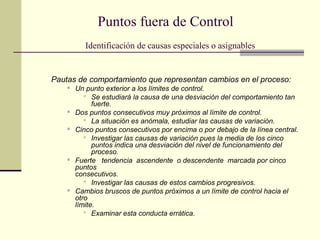



Un gráfico de control es una herramienta estadística para monitorear procesos de fabricación. Muestra la línea central promedio, límites superior e inferior calculados con datos históricos, y valores sucesivos medidos. Si los puntos están dentro de los límites, el proceso está bajo control estadístico. Si hay puntos fuera de los límites o patrones no aleatorios, se debe investigar las causas para mejorar el proceso.





![Graficas de control por atributo y por variable [autoguardado]](https://cdn.slidesharecdn.com/ss_thumbnails/graficasdecontrolporatributoyporvariableautoguardado-150206091927-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)



























































