Descargado 6058 veces


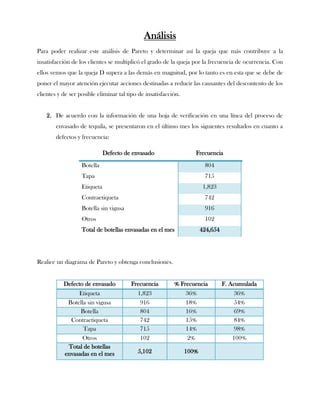




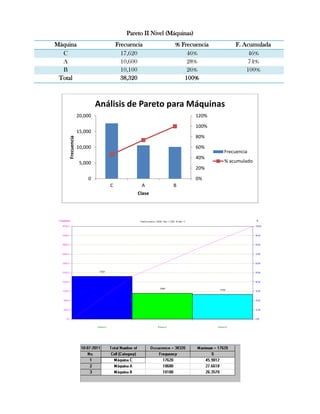











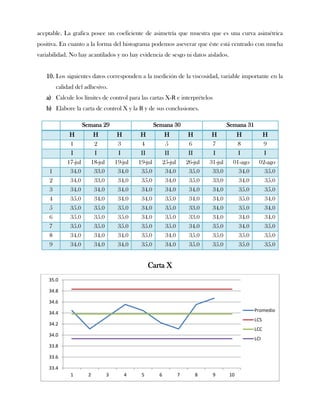



































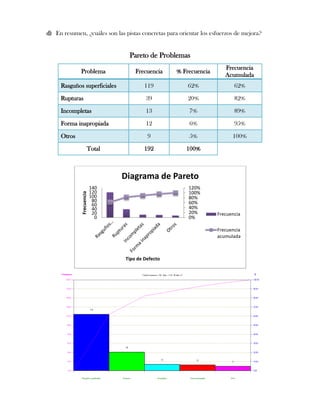






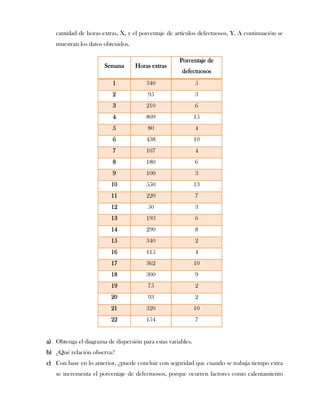










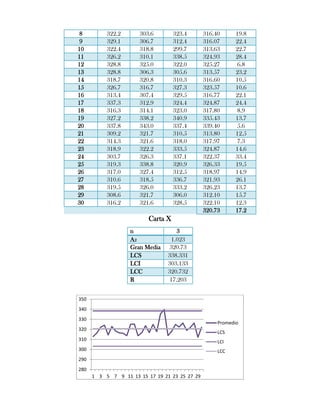



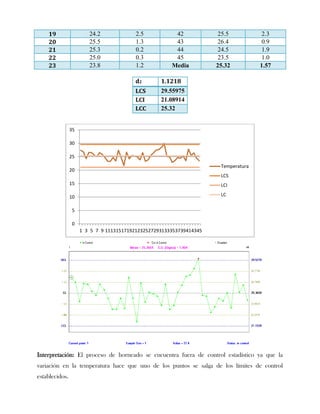





























Este documento presenta tres ejercicios prácticos sobre análisis de Pareto aplicado a problemas de calidad en diferentes empresas. El primer ejercicio identifica quejas de clientes, encontrando que el tipo D causa la mayor insatisfacción. El segundo analiza defectos en envasado de tequila, concluyendo que etiquetas y botellas sin vigusa son los principales problemas. El tercer ejercicio identifica problemas en salchichas, determinando que la falta de vacío es el defecto vital, siendo el turno II la principal causa.



































































