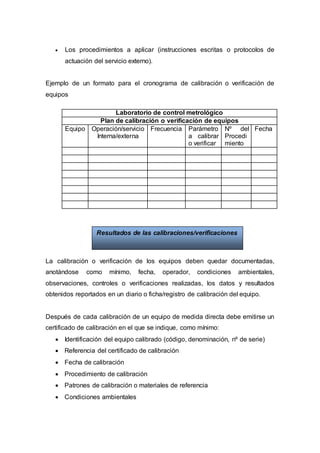
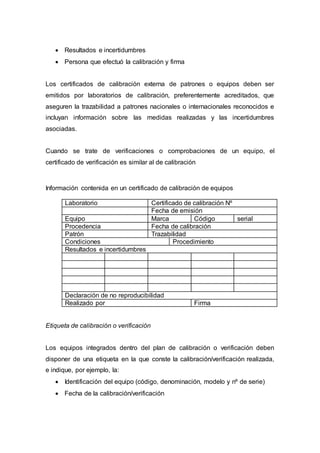
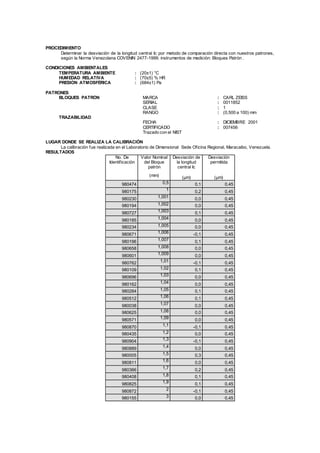
Este documento describe la importancia de la calibración y verificación periódica de los equipos de medición para garantizar la exactitud de las mediciones. Explica que la calibración involucra comparar las mediciones de un equipo con un patrón para determinar si está dentro de los límites de tolerancia. También cubre temas como trazabilidad, métodos de calibración, planes de mantenimiento y etiquetado de equipos calibrados.