Descargado 189 veces



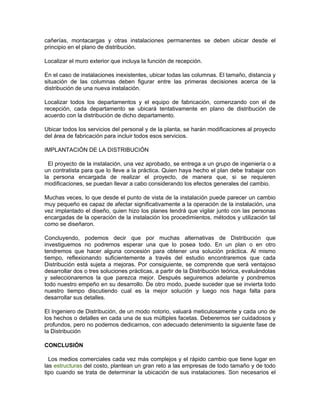
![EJEMPLO (Continuación): Localización a través del centro de gravedad con distancias
euclídeas.
Siguiendo con el ejemplo anterior, el centro de gravedad resultante de aplicar las
expresiones [3] sería:
x* = 2.792.500/82.000 = 34,054878
y* = 3.607.500/82.000 = 43,993902
Así pues, suponiendo que la instalación este situada en este punto (34, 44), será posible
calcular las distancias euclídeas hasta cada punto a través de la expresión [2], con los
datos de la Tabla 1; de esta forma se obtiene la Tabla 4; en la que ha sido calculado
también el costo total de transporte, CTT, que resultaría de esta localización.
Con las distancias calculadas, di, y los datos de la Tabla 1, se procedería a determinar el
nuevo centro de gravedad mediante la expresión [4], con el que comienzan de nuevo los
cálculos de la Tabla 4. En nuestro caso se ha utilizado una aplicación informática (COG)18
que realiza de forma iterativa los cálculos arriba descritos, habiéndose obtenido el punto
optimo (40, 30), justamente donde se encuentra el centro de abastecimiento F1. Ello se
ha producido en la iteración 54, donde el costo total se estabiliza en 3.264.133 u.m.
Tabla 4: Distancias y costos para la localización (34, 44)
Puntos di ci vi CTTi
F1 15,24 16.000 243.680
F2 59,14 22.500 1.330.650
M1 51,88 18.000 933.840
M2 37,64 22.500 846.900
M3 22,63 3.000 67.890
Costo total = S CTTi 3.422.960
Como hemos podido observar el método expuesto es bastante simple, ya que o requiere
datos difíciles de conseguir ni cálculos complejos. Esto hace que sea muy fácil de usar e
idóneo, por tanto, para obtener, de forma rápida y económica, una primera aproximación
para la elección de la localización.
Puede utilizarse para definir la zona en la que, posteriormente, a partir de otros criterios,
se buscarían emplazamientos alternativos, pues solo se ha considerado uno de los
múltiples factores a analizar. Entre las criticas que se podrían realizar a este método, se
encuentran las siguientes:
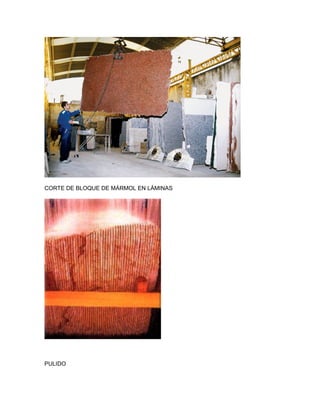
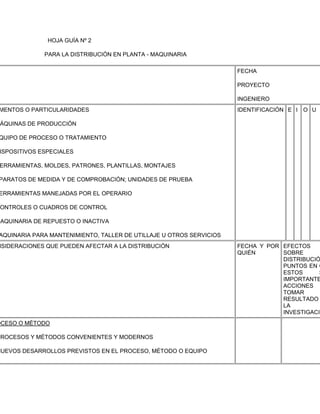
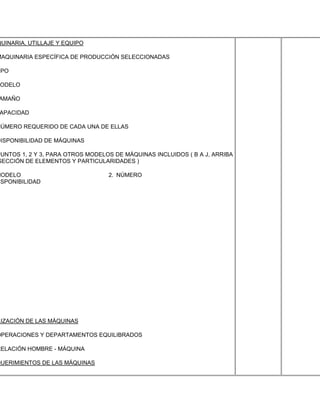
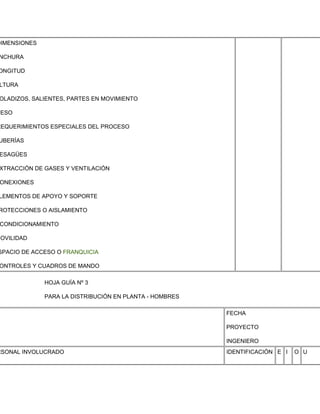
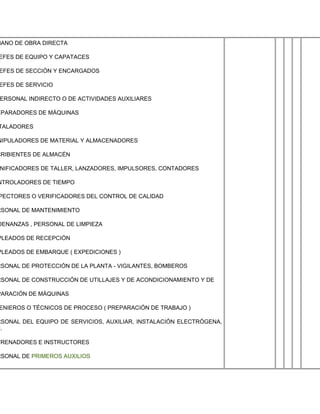
MÉTODO DE LOS FACTORES PONDERADOS](https://image.slidesharecdn.com/34ingenieriadeplanta6-111024113533-phpapp01/85/Ingenieria-de-planta-3-3-14-320.jpg)


















Este documento resume las técnicas para determinar la mejor distribución de planta y manejo de materiales en la empresa M.G.S.A Mármoles. Analiza los factores que afectan la toma de decisiones sobre la localización de la planta y los métodos para estudiar la distribución interna y optimizar los costos. También describe los productos de mármol y granito que ofrece la empresa.



































































