Descargar como PDF, PPTX


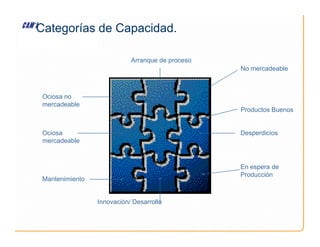
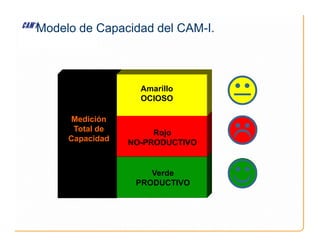
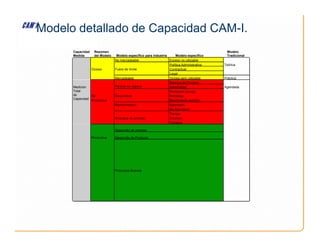
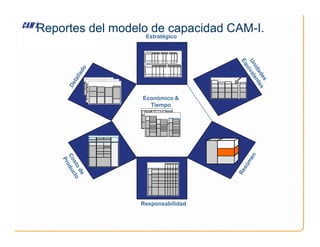
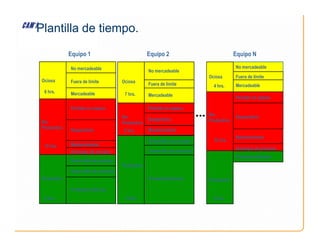
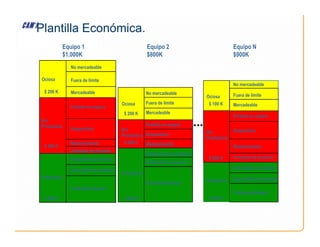
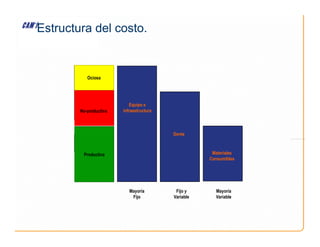
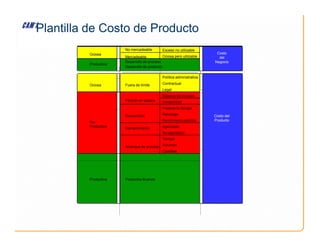
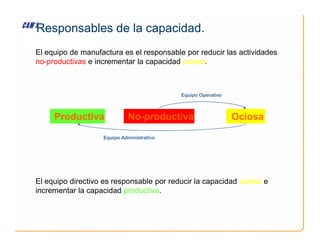
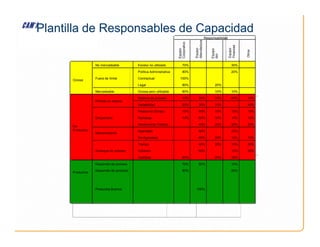
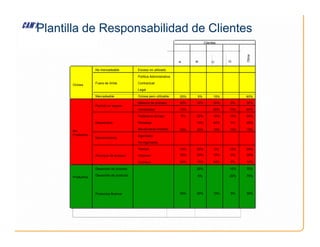
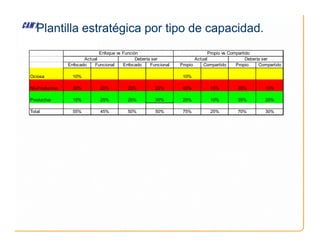

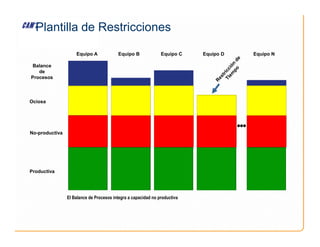
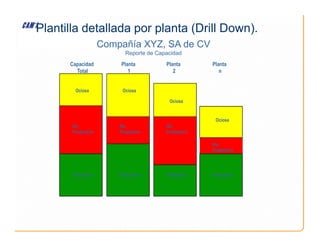
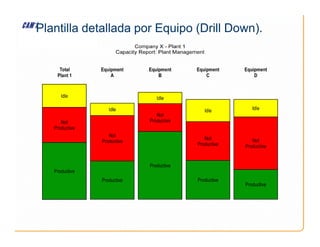
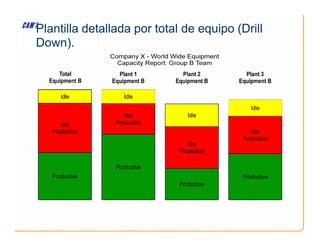


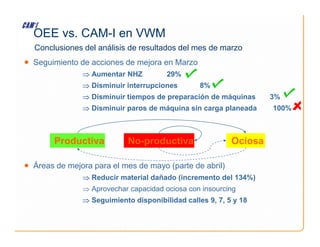
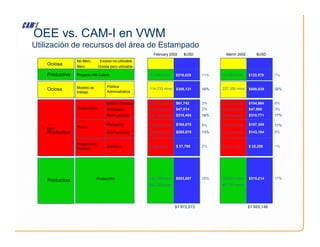
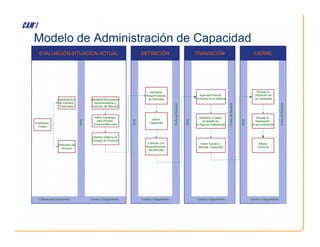

El documento presenta un modelo de administración de capacidad propuesto por CAM-I. El modelo clasifica la capacidad en tres categorías: ociosa, no productiva y productiva. Además, divide cada categoría en subcategorías específicas. El modelo integra mediciones operativas con métricas financieras para proveer una visión completa de la capacidad y apoyar la toma de decisiones.






![Presentacion mrp[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionmrp1-111103134418-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)









































































![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)