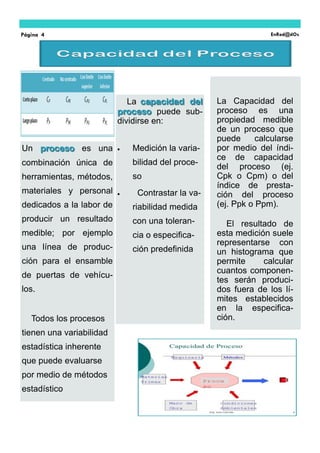
El documento habla sobre el análisis de la capacidad de los procesos de fabricación. Explica que la capacidad de un proceso se refiere a su habilidad para producir artículos de acuerdo a las especificaciones. También discute que el análisis de la capacidad debería realizarse cuando un proceso esté bajo control. Define los límites de especificación como los valores entre los cuales deben operar los productos y los límites de control como valores que representan el desempeño real del proceso.

















































![Presentación_Corporativo_Moderno_Azul_y_Blanco_20250813_184048_0000[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/presentacincorporativomodernoazulyblanco2025081318404800001-250814000126-ea2cbbe5-thumbnail.jpg?width=640&height=640&fit=bounds)





























