Descargado 1056 veces






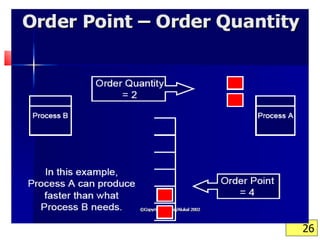
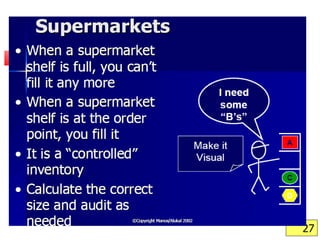
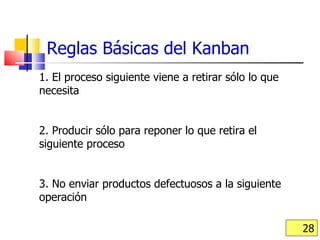
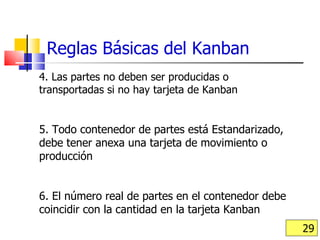
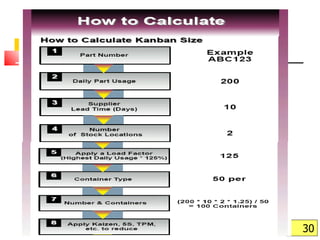
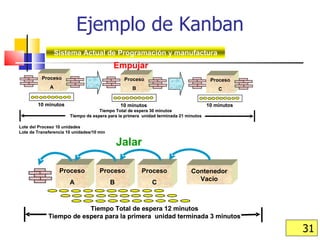
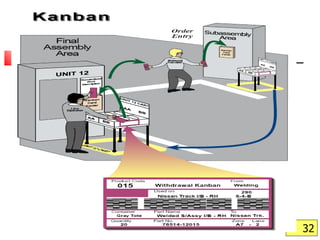
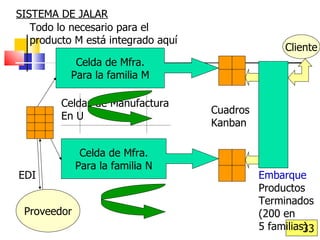
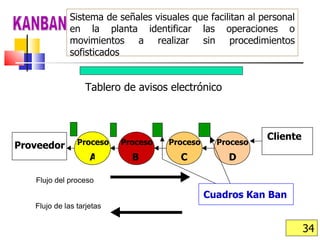





El documento presenta información sobre el sistema Kanban. Explica que Kanban se utiliza para mantener bajos los inventarios mediante señales que disparan los procesos de producción. También describe que funciona de manera similar a un supermercado, donde la producción solo se realiza para reponer lo que se ha consumido. Finalmente, detalla algunos principios básicos de Kanban como producir solo lo necesario y no enviar productos defectuosos a la siguiente operación.








































![Presentacion kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentacionkanban1-111104084810-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




























































