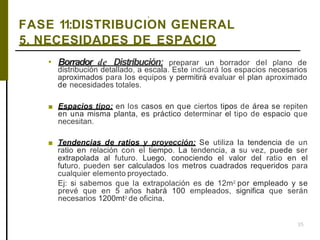
Descargado 66 veces
![c.
11
POR PROCESO
CE] CE]
CE] CE] ,
1-
1
[)
B
ITJITJ ITJ
0
0
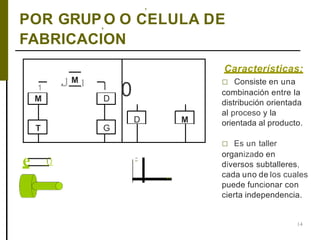
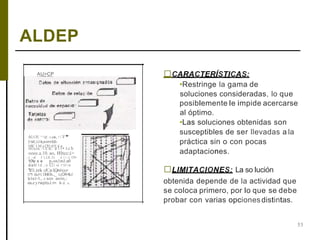
Características:
□Se basa en que las máquinas deben ser capaces de ejecutar una gran
variedad de operaciones productivas sobre una variedad de partes.
□Los departamentos están compuestos de máquinas con capacidades
similares querealizan funciones similares.](https://image.slidesharecdn.com/distribucin-en-plantauam-181025143122/85/DISTRIBUCION-DE-PLANTA-11-320.jpg)

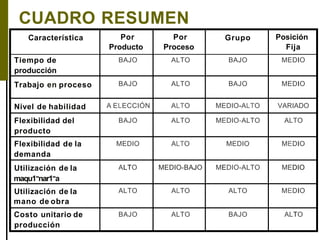


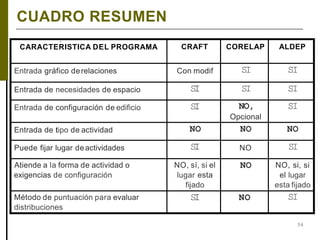

Este documento describe los conceptos fundamentales de la distribución física de planta. Explica que consiste en determinar la posición óptima de los elementos de un proceso productivo para lograr la máxima eficiencia. Luego, detalla los cuatro tipos de problemas de distribución, los objetivos generales y los principios básicos para su diseño. Finalmente, explica los tipos clásicos de distribución - por producto, por proceso, por grupo y posición fija - comparando sus características, ventajas y desventajas.