Este documento describe los métodos para fraccionar mezclas multicomponente utilizando múltiples columnas acopladas. Explica que para separar n componentes se requieren n-1 columnas. Presenta nueve configuraciones posibles para sistemas ternarios y discute ventajas y desventajas de cada una. También describe métodos cortos y rigurosos para el cálculo y diseño de sistemas de fraccionamiento multicomponente.








![Fraccionamiento-Mezclas Multicomponente
Facilitador: Ing. Zoraida J. Carrasquero MSc. 2022
use un condensador parcial. Si PD,CALCULADA < 30 psia,
ajuste la presión a 30 psia y evite la operación cercana
a vacío.
NOTA: Si la temperatura critica de los componentes de
la corriente de destilado es menor a 120 °F (Tci < 120 °F),
la presión es alta y probablemente el condensador es
parcial.
Figura 9. Algoritmo para establecer la presión de la columna y
el tipo de condensador. Fuente: Tomado de Henley, E. J. y
Seader, J. D. (1998).
b. Si la presión de burbuja en el destilado es mayor a 215
psia pero menor a 365 psia (215 psia < PD,CALCULADA <
365), use un condensador parcial y calcule la presión de
rocío a 120 °F en la corriente de destilado, PD.
c. Si PDCALCULADA > 365 psia, opere el condensador parcial a
415 psia con un adecuado refrigerante.
El procedimiento para determinar la temperatura (o
presión) de burbuja o rocío es definiendo los valores de
K (constante de equilibrio) como la relación de
equilibrio entre las fase liquida y vapor para una
determinada especie química.
2
Y>
8>
>Z
T>
[,>
Z
[,>
% & !+ %(!] $ ! $^$ #$ 0! ' ^ _! ' & *
Estos valores son una medida de la tendencia a
concentrarse una especie en la fase de vapor. Cuando
el valor de K es mayor a la unidad, dicha especie se
concentra en la fase de vapor, cuando el valor de K es
menor a la unidad dicha especie tiende a concentrarse
en la fase liquida y se considera como un componente
pesado.
Cuando se consideran ambas fases, vapor y líquido,
soluciones ideales, se reducen las expresiones de K a
ecuaciones que contienen solo propiedades de la
especie pura y por tanto expresan los valores de K como
funciones de la temperatura y presión, independientes
de las composiciones de las fases. Sin embargo, el
método está limitado para cualquier especie a
temperaturas subcriticas, porque la curva de presión de
vapor termina en el punto crítico.
También, se encuentran en la literatura los
nomogramas de DePriester, en los cuales se obtienen
los valores de K de los hidrocarburos más livianos. En
estos nomogramas se obtiene los valores de K en
función de la temperatura y presión. Sin embargo, solo
son adecuados para cálculos aproximados, ya que se
basan en un efecto promedio de la composición.
Para el cálculo de la temperatura de burbuja, la
ecuación básica es:
∑ ^ ∑ E ∗ 2 1,0000
Para el cálculo de la temperatura de rocío, la ecuación
básica es:
∑ E ∑ ^
2
Z 1,0000
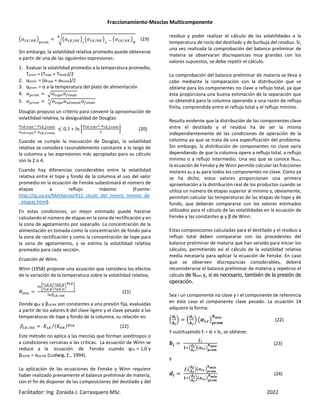
3. Para elegir la presión en el condensador, adicione 10 psia
para estimar la presión de fondo (PB), Ludwing (1998) indica
que debe adicionarse de 10 a 15 psi; con esta presión de
fondo se calcula la temperatura de burbuja, TB (Ver Figura
10). Si esta temperatura excede la temperatura de
descomposición o temperatura critica de los componentes
de fondo, se disminuye apropiadamente la presión en el
destilado, PD, y se determina nuevamente la TB y se
compara nuevamente con la TCi,B (TB < TCi,B).
4. La presión de la columna se estima mediante el promedio
aritmético de las presiones de tope y fondo de la columna.
5. La condición termodinámica de la alimentación se
determina mediante la aplicación de un flash adiabático
para una presión del plato de alimentación de PD + 7,5 psia.
`
Ea 1 − 2 *
1 + b 2 − 1*
0 b
c
d
F
Figura 10. Esquema de la columna para la estimación de la
presión de fondo. Fuente: FRI, 2002.
Normalmente se considera que el reflujo que se devuelve a la
columna es un líquido saturado. Esto será así cuando el
condensador sea parcial o mixto, pero cuando se trata de un
condensador total, el reflujo puede y suele ser un líquido
subenfriado. Si el reflujo es un líquido subenfriado, al entrar en
la columna aumenta de temperatura y provoca la
condensación de parte del vapor, de forma que la entalpía de
condensación del vapor proporciona el calor sensible
necesario para calentar el reflujo subenfriado hasta su
temperatura de burbuja. En estas circunstancias, el reflujo
interno es mayor que el reflujo externo que se devuelve desde](https://image.slidesharecdn.com/fraccionamiento-mezclasmulticomponente-220509143005-d29f35e8/85/Fraccionamiento-Mezclas-multicomponente-9-320.jpg)


![Fraccionamiento-Mezclas Multicomponente
Facilitador: Ing. Zoraida J. Carrasquero MSc. 2022
Las ecuaciones 23 y 24 dan la distribución de los componentes
no clave a reflujo total de acuerdo con la ecuación de Fenske.
Un tratamiento análogo de la ecuación de Winn conduce a:
‡r
§r
Œ‘¨
©
r,•
pqrs
‹
‡•
†•
Ž
ªr,•
‹
z
wŽ
Œ•ªr,•
«
(25)
y
†r
§r
Œ‘¨
‹
‡•
†•
Ž
ªr,•
‹
z
w
Ž
Œ•ªr,•
©r,•
pqrs
«
(26)
donde,
¬ ∑ ] (27)
y
_ ∑ # (28)
Para aplicar las ecuaciones 25 y 26 se suponen valores de D y
B y se comprueban después con las ecuaciones 27 y 28.
Para cálculos exactos deberán utilizarse las ecuaciones 23, 24,
25, 26 con el fin de calcular la menor de las dos cantidades bi y
di, mientras que la otra se obtiene mejor mediante un balance
global de materia (Henley, E. J. y Seader, J. D., 1998).
Perfil de concentración a reflujo total.
a. Evolución de la concentración en las dos fases.
La relación entre los caudales de líquido y vapor ponen de
manifiesto la simple correlación que vinculas las
concentraciones entre las fases.
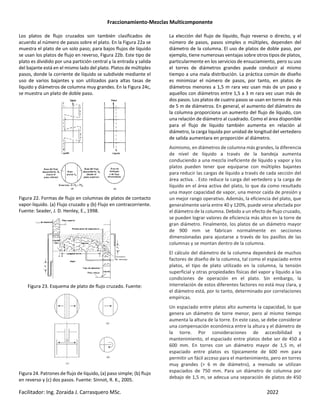
Si se considera la ecuación que relaciona el balance entre
dos platos, de acuerdo al esquema de la Figura 14:
Balance de materia: yip+1 = xip
Relación de equilibrio: yip+1 = Kip+1 xip+1
La combinación de las dos ecuaciones conduce a una
nueva: xip = Kip+1 xip+1
Para la fase de vapor estas ecuaciones son válidas,
Balance de material: yip+2 = xip+1
Relación de equilibrio: yip+1 = Kip+1 xip+1
Figura 14. Esquema de dos platos en una columna de
destilación. Fuente: IFP, 2009.
Combinando las ecuaciones anteriores se tiene:
yip+1 = Kip+1 yip+2
Así, la evolución de la concentración molar de algún
constituyente i puede ser monitoreada por el valor de los
coeficientes de distribución Ki. Dos casos pueden
presentar, si se compara el valor de Ki a 1.
Si Kip+1 es mayor que 1
• El componente i actúa como un componente volátil,
liviano.
• xip > xip+1 y yip+1 < yip+2
• yi incrementa como el vapor se eleva a lo largo de la
columna
• xi disminuye como el líquido fluye hacia el fondo de la
columna.
Si Kip+1 en menor que 1,
• El componente i se comporta como un componente
pesado
• xip < xip+1 y yip´1 > yip+2
• yi disminuye como el vapor se eleva a lo largo de la
columna
• xi aumenta como el líquido fluye hacia el fondo de la
columna.
Ambas situaciones pueden ocurrir para un constituyente
dado porque el coeficiente de distribución varía a lo largo
de la columna con la temperatura. Un ejemplo sencillo para
explicar este fenómeno es la ley de Raoult,
2
Y>
8>
>
-
donde, ®¯
: es la presión de saturación del
componente i y P: es la presión total.
A reflujo total la presión varia solo un poco, entonces las
variaciones de los coeficientes de distribución son debido a
presión de saturación del componente i, medida con la
temperatura: si la temperatura incrementa, la presión de
saturación aumenta también como incrementa el
coeficiente de distribución, moviéndose eventualmente
desde un valor inferior a 1 hasta un valor superior a 1 (Ver
Figura 15)
Figura 15. Curva de presión de vapor del componente i.
Fuente: IFP, 2009.
Si la presión de saturación es igual a la presión total (®¯
®), el valor del coeficiente de distribución es 1,0. Esto
ocurre cuando la temperatura de operación en un plato es
igual a la temperatura de ebullición del componente i, a las
condiciones de presión de operación de la columna.](https://image.slidesharecdn.com/fraccionamiento-mezclasmulticomponente-220509143005-d29f35e8/85/Fraccionamiento-Mezclas-multicomponente-13-320.jpg)





![Fraccionamiento-Mezclas Multicomponente
Facilitador: Ing. Zoraida J. Carrasquero MSc. 2022
vapor generado en la caldera ("vaporización"). Por otro lado,
esta correlación tampoco tiene en cuenta la condición térmica
del alimento, y tiende a ser conservadora para alimentos con
fracciones líquidas bajas. El efecto de la condición térmica del
alimento puede llegar a ser importante cuando la volatilidad
relativa de componente clave liviano respecto de componente
clave pesado es alta o cuando el alimento es pobre en
componentes volátiles.
Figura 21. Correlación de Erbar-Maddox. Fuente: Hines, A. L. y
Maddox, R. N., 1985.
Localización de la etapa de alimentación.
Todos los trabajos realizados están fundamentados en la
asunción de que la alimentación será introducida en la
ubicación óptima de la columna. El óptimo, el cual está basado
solo en las consideraciones del fraccionamiento, es difícil de
establecer claramente pero se puede decir de dos maneras:
para un reflujo dado el plato de alimentación es el que
requerirá el menor número de contactos teóricos para lograr
la separación deseada, o para un numero de etapas dadas el
plato de alimentación será el que requiere el menor reflujo
para lograr la separación deseada.
Las correlaciones más usadas son la ecuación de Fenske y la de
Kirkbride, ambas son aproximaciones. La relación de Fenske
(1932) estima la localización del plato de alimentación.
Básicamente, se supone que la proporción de los platos en la
sección de rectificación es constante e independiente de la
tasa de reflujo. Las ecuaciones para la zona de rectificación y la
zona de agotamiento en la columna son:
nº u
#
|
’e
u
#
|
“e
#’e
’e
“e
#“e
n- u
]
|
’e
u
]
|
“e
’e
]’e
]“e
“e
Donde NR representa el número de etapas por encima del plato
de alimentación y NS es el número de etapas en la zona de
agotamiento. Se considera que la volatilidad relativa es
constante a lo largo de la columna y se calcula a la temperatura
promedio y presión de la columna.
Un procedimiento alternativo, que probablemente sea una
estimación más exacta de la ubicación del plato de
alimentación, es el método de Kirkbride (1944) (Wankat, P.,
2008). La relación de la cantidad de platos en la zona de
rectificación, NR, entre la cantidad de platos en la zona de
agotamiento, NS, puede estimarse con la siguiente ecuación:
Á u
¡³
¡¯
| 0,260 ∗ Á ·
¬
_
Â
E“e,a
E’e,a
à Â
E’e,
E“e,3
à ½
Akashah y col (1979) presento una modificación de la ecuación
de Kirkbride, como sigue:
¡³ ¡³Ä(! ( !# + " ! $(. #$ 2%"D]"%#$Å − 0,5 ∗ Á¡
Capacidad, diámetro y altura de la columna
En aplicaciones industriales, el diámetro de las columnas de
fraccionamiento varía grandemente y están en el rango de 65
cm para columnas muy pequeñas y 6 m para columnas
grandes, incluso hasta 15 m o 50 ft en algunas aplicaciones. En
general, el diámetro de la columna es relativamente insensible
a los cambios de temperatura o presión de operación. No
obstante, el dimensionamiento adecuado del diámetro de la
columna es esencial para el rendimiento y operación eficiente
de la columna de fraccionamiento. Si el diámetro de la
columna no se dimensiona adecuadamente, pueden ocurrir
problemas operativos y no se logrará la separación deseada. El
dimensionamiento adecuado del diámetro de la columna
también es crucial para otras consideraciones económicas, ya
que el costo del equipo de fraccionamiento está muy
influenciado por el diámetro de la columna. Es importante
señalar que se prefiere usar, como dispositivo de contacto, los
empaque para torres pequeñas mientras, que los platos se
usan en torres más grandes, con diámetros mayores a 3 ft.
Entre los factores de diseño de la columna de platos que
dependen del diámetro de la misma, se incluyen el tipo de
plato y la disposición del flujo del líquido en el plato. Los
dispositivos de contacto más usados son los platos de copas de
burbujeo, platos perforados y platos de válvula. En los tres
dispositivos el vapor asciende verticalmente, contacta en cada
plato con el líquido que circula en flujo cruzado o flujo en
contracorriente, como se muestra en la Figura 22. En platos
con flujo cruzado, el vapor fluye solamente a través de los
orificios o perforaciones de los platos, mientras que el líquido
desciende de un plato a otro solamente por el tubo de
descenso (downcomer). Una cantidad de líquido es retenido
sobre el plato por el vertedero (weir), Figura 23. Y en los platos
con flujo en contracorriente (no tienen bajantes) el líquido cae
por la columna a través de una gran abertura en los platos, a
veces son llamados platos de ducha; este tipo de plato se usan
para fines especiales, particularmente cuando se requiere un
baja caída de presión (Sinnot, R. K., 2005).](https://image.slidesharecdn.com/fraccionamiento-mezclasmulticomponente-220509143005-d29f35e8/85/Fraccionamiento-Mezclas-multicomponente-19-320.jpg)










![Problemario fenomenos transporte[1]](https://cdn.slidesharecdn.com/ss_thumbnails/problemariofenomenostransporte1-150604212242-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)




![Manual del ingeniero químico Perry [tomos 1-6]](https://cdn.slidesharecdn.com/ss_thumbnails/manualdelingenieroquimico-perrytomos1-6-141111214308-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)














































































