Control estadístico proceso producción sobres
•Descargar como DOCX, PDF•
0 recomendaciones•119 vistas

El documento describe un proceso de producción de sobres para alimentos para determinar si está bajo control estadístico mediante el análisis de datos de peso de sobres. Inicialmente, la primera muestra sale de los límites de control, pero al eliminarla y recalcular, solo la muestra 11 sale ligeramente de los límites. Por lo tanto, el proceso podría considerarse fuera de control, aunque solo marginalmente.

Recomendados
Más contenido relacionado
Similar a Control estadístico proceso producción sobres
Similar a Control estadístico proceso producción sobres (20)
Más de Richard Huaman Durand
Más de Richard Huaman Durand (20)
Último
Último (20)
Control estadístico proceso producción sobres
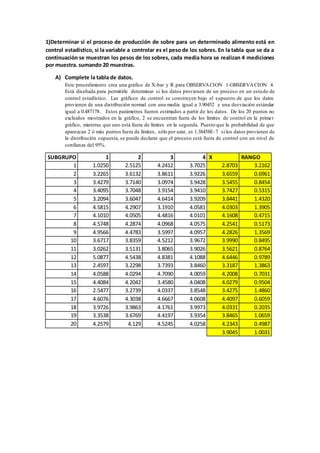
- 1. 1)Determinar si el proceso de producción de sobre para un determinado alimento está en control estadístico, si la variable a controlar es el peso de los sobres. En la tabla que se da a continuación se muestran los pesos de los sobres, cada media hora se realizan 4 mediciones por muestra. sumando 20 muestras. A) Complete la tabla de datos. Este procedimiento crea una gráfico de X-bar y R para OBSERVACION 1-OBSERVACION 4. Está diseñada para permitirle determinar si los datos provienen de un proceso en un estado de control estadístico. Las gráficos de control se construyen bajo el supuesto de que los datos provienen de una distribución normal con una media igual a 3.90452 y una desviación estándar igual a 0.487178. Estos parámetros fueron estimados a partir de los datos. De los 20 puntos no excluidos mostrados en la gráfico, 2 se encuentran fuera de los límites de control en la primer gráfico, mientras que uno está fuera de límites en la segunda. Puesto que la probabilidad de que aparezcan 2 ó más puntos fuera de límites, sólo por azar, es 1.38458E-7 si los datos provienen de la distribución supuesta, se puede declarar que el proceso está fuera de control con un nivel de confianza del 95%. SUBGRUPO 1 2 3 4 X RANGO 1 1.0250 2.5125 4.2412 3.7025 2.8703 3.2162 2 3.2265 3.6132 3.8611 3.9226 3.6559 0.6961 3 3.4279 3.7140 3.0974 3.9428 3.5455 0.8454 4 3.4095 3.7048 3.9154 3.9410 3.7427 0.5315 5 3.2094 3.6047 4.6414 3.9209 3.8441 1.4320 6 4.5815 4.2907 3.1910 4.0581 4.0303 1.3905 7 4.1010 4.0505 4.4816 4.0101 4.1608 0.4715 8 4.5748 4.2874 4.0968 4.0575 4.2541 0.5173 9 4.9566 4.4783 3.5997 4.0957 4.2826 1.3569 10 3.6717 3.8359 4.5212 3.9672 3.9990 0.8495 11 3.0262 3.5131 3.8065 3.9026 3.5621 0.8764 12 5.0877 4.5438 4.8381 4.1088 4.6446 0.9789 13 2.4597 3.2298 3.7393 3.8460 3.3187 1.3863 14 4.0588 4.0294 4.7090 4.0059 4.2008 0.7031 15 4.4084 4.2042 3.4580 4.0408 4.0279 0.9504 16 2.5477 3.2739 4.0337 3.8548 3.4275 1.4860 17 4.6076 4.3038 4.6667 4.0608 4.4097 0.6059 18 3.9726 3.9863 4.1761 3.9973 4.0331 0.2035 19 3.3538 3.6769 4.4197 3.9354 3.8465 1.0659 20 4.2579 4.129 4.5245 4.0258 4.2343 0.4987 3.9045 1.0031
- 2. B) Gráficos X GraficoR Gráfico X-bar para OBSERVACION 1-OBSERVACION 4 0 4 8 12 16 20 Subgrupo 2.8 3.2 3.6 4 4.4 4.8 X-bar 3.90452 4.63529 3.17375 Gráfico de Rangos para OBSERVACION 1-OBSERVACION 4 0 4 8 12 16 20 Subgrupo 0 1 2 3 4 Rango 1.0031 2.28837 0.0
- 3. C) Analizar los resultados obtenidos Se determino que la primera muestra de pesos sale de los límites y del control estadístico, se podría argumentar que un punto fuera de los límites de control se produce por causa especial,comopodría adjudicarse a un error en el calculo de X o R; error de medición. D) Sacar conclusión Se adjudica que la primera muestra tuvo error en la medición o es por una causa especial. NOTA: Si el proceso no está en control estadístico elimine la causa asignable y recalcule de nuevo. RECALCULO: Se elimino la primera muestra Número de subgrupos = 19 Tamaño de subgrupo = 4.0 0 subgrupos excluidos Distribución: Normal Transformación: ninguna Gráfico X-bar Período #1-19 LSC: +3.0 sigma 4.60486 Línea Central 3.95895 LIC: -3.0 sigma 3.31304 1 fuera de límites Gráfico de Rangos Período #1-19 LSC: +3.0 sigma 2.02265 Línea Central 0.886621 LIC: -3.0 sigma 0.0 0 fuera de límites Estimados Período #1-19 Media de proceso 3.95895 Sigma de proceso 0.430608 Rango promedio 0.886621 Sigma estimada a partir del rango medio Este procedimiento crea una gráfico de X-bar y R para OBSERVACION 1-OBSERVACION 4. Está diseñada para permitirle determinar si los datos provienen de un proceso en un estado de controlestadístico. Las gráficos de control se construyen bajo el supuesto de que los datos provienen de una distribución normal con una media igual a 3.95895 y una desviación estándar igual a 0.430608. Estos parámetros fueron estimados a partir de los datos. De los 19 puntos no excluidos mostrados en la gráfico, uno s e encuentra fuera de los límites de control en la primer gráfico, mientras que 0 están fuera de límites en la segunda. Puesto que la probabilidad de que aparezcan 1 ó más puntos fuera de límites, sólo por azar, es 0.000512862 si los datos provienen de la distribución supuesta, se puede declarar que el proceso está fuera de control con un nivel de confianza del 95%.
- 4. GRAFICAX GRAFICA R Gráfico X-bar para OBSERVACION 1-OBSERVACION 4 0 4 8 12 16 20 Subgrupo 3.3 3.6 3.9 4.2 4.5 4.8 X-bar 3.95895 4.60486 3.31304 Gráfico de Rangos para OBSERVACION 1-OBSERVACION 4 0 4 8 12 16 20 Subgrupo 0 0.4 0.8 1.2 1.6 2 2.4 Rango 0.886621 2.02265 0.0
- 5. A) Analizar los resultados obtenidos Se determinó que la muestra número 11 de pesos sale de los límites y del control estadístico, se podría argumentar que un punto fuera de los límites de control se produce por causa especial. Pero no se aleja en gran medida el limite de control superior. B) Sacar conclusión Es por una causa especial. 2)EJEMPLO MUESTRA Pesosobtenidosconunallenadoraautomática X R 1 380 395 385 400 405 393 25 2 400 390 395 410 400 399 20 3 390 390 380 385 380 385 10 4 400 400 405 390 395 398 15 5 380 390 400 400 405 395 25 6 385 380 390 390 385 386 10 7 390 400 410 400 420 404 30 8 415 400 420 410 415 412 20 9 380 380 390 395 395 388 15 10 375 385 380 390 370 380 20 394 19 Gráficos X-bar y R - OBSERVACION 1-OBSERVACION 5 Número de subgrupos = 10 Tamaño de subgrupo = 5.0 0 subgrupos excluidos Distribución: Normal Transformación: ninguna Gráfico X-bar Período #1-10 LSC: +3.0 sigma 404.959 Línea Central 394.0 LIC: -3.0 sigma 383.041 2 fuera de límites Gráfico de Rangos Período #1-10 LSC: +3.0 sigma 40.1753 Línea Central 19.0 LIC: -3.0 sigma 0.0 0 fuera de límites Estimados Período #1-10 Media de proceso 394.0 Sigma de proceso 8.16853 Rango promedio 19.0 Sigma estimada a partir del rango medio
- 6. Este procedimiento crea una gráfico de X-bar y R para OBSERVACION 1-OBSERVACION5. Está diseñada para permitirle determinar si los datos provienen de un proceso en un estado de control estadístico. Las gráficos de control se construyen bajo el supuesto de que los datos provienen de una distribución normal con una media igual a 394.0 y una desviación estándarigual a 8.16853. Estosparámetrosfueron estimados a partir de los datos. De los 10 puntos no excluidos mostrados en la gráfico, 2 se encuentran fuera de los límites de control en la primer gráfico, mientras que 0 están fuera de límites en la segunda. Puesto que la probabilidad de que aparezcan 2 ó más puntos fuera de límites, sólo por azar, es 3.27985E-8 si los datos provienen de la distribución supuesta, se puede declarar que el proceso está fuera de control con un nivel de confianza del 95%. Gráfico X-bar para OBSERVACION 1-OBSERVACION 5 0 2 4 6 8 10 Subgrupo 380 390 400 410 420 X-bar 394.0 404.959 383.041 Gráfico de Rangos para OBSERVACION 1-OBSERVACION 5 0 2 4 6 8 10 Subgrupo 0 10 20 30 40 50 Rango 19.0 40.1753 0.0 AJUSTE AJUSTE