Descargado 33 veces
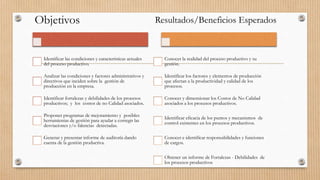



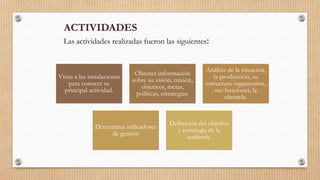
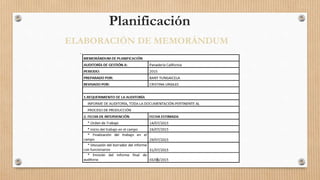
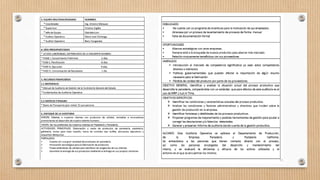

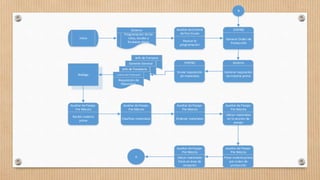












El documento describe un auditoría operacional de producción en una empresa. La auditoría examinará los procesos productivos para identificar fortalezas, debilidades y costos asociados con la calidad, y propondrá mejoras. El objetivo es conocer la realidad de la producción y gestión para mejorar la productividad y calidad.































































