Descargado 159 veces





































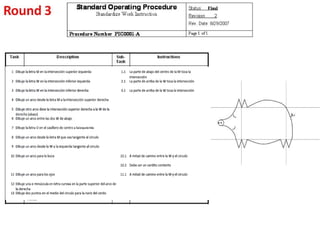





































El documento analiza la aplicación de lean manufacturing para mejorar la rentabilidad en empresas manufactureras, tratando temas como sus principios, metodologías de implementación y ejemplos de casos de estudio. Se destacan las métricas para evaluar el desempeño y la importancia de identificar y eliminar desperdicios en los procesos, así como la necesidad de adaptación en un mercado competitivo. Finalmente, se presentan recomendaciones prácticas para fomentar la mejora continua mediante la estandarización del trabajo y el uso de técnicas específicas.































































































