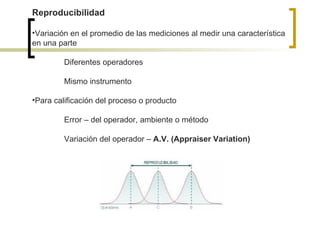
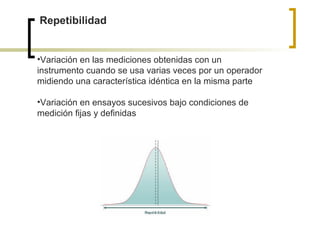
El análisis del sistema de medición (MSA) es un enfoque sistemático para identificar y cuantificar la variación en los sistemas de medición utilizados en la industria automotriz, abordando la precisión y exactitud de estos procesos. Se enfatiza la importancia de la calibración y el control de variaciones para asegurar resultados válidos, además de resaltar el uso de estudios de gage R&R para evaluar la repetibilidad y reproducibilidad. La norma ISO/IEC 17025 establece requisitos para la competencia de laboratorios de ensayo y calibración, asegurando la calidad de los resultados y la conformidad con las especificaciones del producto.