Diagrama ishikawa
•Descargar como PPTX, PDF•
0 recomendaciones•387 vistas

El documento describe 5 defectos comunes en piezas fundidas y sus posibles causas. Estos defectos incluyen huecos y zonas desgastadas, depresiones acanaladas, incrustaciones de arena y escoria, arena vitrificada adherida a las piezas, y porosidad en la pieza. Las posibles causas de estos defectos son problemas con la maquinaria y equipo, el método de fundición, la materia prima, el medio ambiente y errores del operador.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Diagrama ishikawa
Más de Milton Antonio Chavero
Más de Milton Antonio Chavero (15)
Último
Último (20)
Diagrama ishikawa
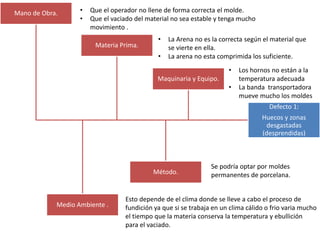
- 1. Defecto 1: Huecos y zonas desgastadas (desprendidas) Maquinaria y Equipo. Método. Materia Prima. Medio Ambiente . Mano de Obra. • Que el operador no llene de forma correcta el molde. • Que el vaciado del material no sea estable y tenga mucho movimiento . • La Arena no es la correcta según el material que se vierte en ella. • La arena no esta comprimida los suficiente. • Los hornos no están a la temperatura adecuada • La banda transportadora mueve mucho los moldes Esto depende de el clima donde se lleve a cabo el proceso de fundición ya que si se trabaja en un clima cálido o frio varia mucho el tiempo que la materia conserva la temperatura y ebullición para el vaciado. Se podría optar por moldes permanentes de porcelana.
- 2. Defecto 2: Depresiones acanaladas Maquinaria y Equipo. Método. Materia Prima. Medio Ambiente . Mano de Obra. El operador piensa que el molde esta completamente lleno pero no lo esta . Se queda aire dentro del material haciendo burbujas. La arena no toma la forma correcta después de ser comprimida haciendo las depresiones. La compactadora de arena no hace los moldes correctos. Que el aire sea muy húmedo y afecte la temperatura de los moldes
- 3. Defecto 3: Incrustaciones de arena y escoria. Maquinaria y Equipo. Método. Materia Prima. Medio Ambiente . Mano de Obra. El operador no se cercioro que el material este a la temperatura correcta. • La arena no es la adecuada para el tipo de material fundido. • La aleación de metal no esta la correcta para ese tipo de molde. El horno calienta demasiado el material dañando la arena y al mismo tiempo el mismo Comprimir mas el molde para evitar esos fallos.
- 4. Defecto 4: Arena vitrificada adherida a las piezas. Maquinaria y Equipo. Método. Materia Prima. Medio Ambiente . Mano de Obra. • El operario se equivoque de arena para el tipo de material fundido. • Que el material vaciado por el operador sobrepase la temperatura establecida. La arena sea de mala calidad. • La maquina no desprenda bien la arena de la pieza • El horno no esta a la temperatura correcta
- 5. Defecto 5: Porosidad en la pieza. Maquinaria y Equipo. Método. Materia Prima. Medio Ambiente . Mano de Obra. • El operador mantiene un enfriamiento irregular en las piezas. • Tiene un mal control de las piezas. • La aleación de metales no es la correcta. • Mala consistencia de la arena. • Composición química de la arena en mal estado El granulador de arena no la mescla correctamente. Añadir zinc a la arena para que resista mas la temperatura y no genere poros. Ceniza en el ambiente incrustándose en el material.