
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Diagrama Recorrido y Diagrama de Relaciones
Similar a Diagrama Recorrido y Diagrama de Relaciones (20)
Último
Último (20)
Diagrama Recorrido y Diagrama de Relaciones
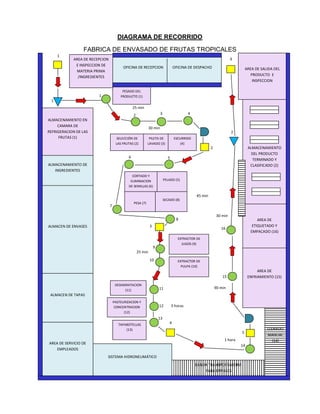
- 1. DIAGRAMA DE RECORRIDO FABRICA DE ENVASADO DE FRUTAS TROPICALES 90 min 30 min 1 hora 30 min 25 min 25 min 16 15 14 11 12 13 10 9 8 7 6 5 432 1 1 2 6 5 4 3 2 1 OFICINA DE RECEPCION OFICINA DE DESPACHO ALMACENAMIENTO EN CAMARA DE REFRIGERACION DE LAS FRUTAS (1) AREA DE RECEPCION E INSPECCION DE MATERIA PRIMA /INGREDIENTES ALMACEN DE ENVASES ALMACEN DE TAPAS SISTEMA HIDRONEUMÁTICO ALMACENAMIENTO DE INGREDIENTES AREA DE SERVICIO DE EMPLEADOS AREA DE SALIDA DEL PRODUCTO E INSPECCION PESADO DEL PRODUCTO (1) SELECCIÓN DE LAS FRUTAS (2) PILETA DE LAVADO (3) ESCURRIDO (4) PELADO (5) CORTADO Y ELIMINACION DE SEMILLAS (6) SECADO (8) ALMACENAMIENTO DEL PRODUCTO TERMINADO Y CLASIFICADO (2) AREA DE ETIQUETADO Y EMPACADO (16) AREA DE ENFRIAMIENTO (15) EXTRACTOR DE JUGOS (9) EXTRACTOR DE PULPA (10) DESHIDRATACION (11) PESA (7) PASTEURIZACION Y CONCENTRACION (12) TAPABOTELLAS (13) BANDA TRANSPORTADORA PARA ENVASES LLENADO MANUAL (14) 3 horas 45 min
- 2. LEYENDA DIAGRAMA DE RECORRIDO SIMBOLO DESCRIPCION OPERACIONES O FASES DEL PROCESO QUE SE LLEVAN A CABO EN LA FABRICA INSPECCION PARA VERIFICAR CANTIDAD Y CALIDAD ALMACENAMIENTO DE LA MATERIA PRIMA Y PRODUCTO TERMINADO BAJO VIGILANCIA TRANSPORTE ENTRE LOS DIFERENTES PROCESOS, MOVIMIENTO DEL MATERIAL DEMORA ENTRE OPERACIONES DIAGRAMA DE RELACIONES FABRICA DE ENVASADO DE FRUTAS TROPICALES 1.- Declaración de la situación: La fábrica ha estado operando por 4 años y todavía no alcanza el máximo de venta proyectado. 2.- Elementos Generados: Falta de mantenimiento en los equipos Insuficiente número de personal capacitado Tiempo entre actividades muy alto Insuficiente número de maquinarias Falta de cobertura en la línea de distribución Aglutinamiento del personal y equipo por espacio físico insuficiente Inadecuado manejo de las finanzas de la fábrica Pocos vehículos de carga para distribución del producto terminado Tiempo muy largo en la adquisición de la materia prima Insuficiente variedad en el catalogo de productos Apariencia del producto nada llamativa Costo elevado del producto terminado Bajo margen de pedidos
- 3. 3.- Analizar si un elemento influye sobre el otro. CUADRO DE CONEXIÓN DE LOS ELEMENTOS ENTRE SÍ a b c d e f g h i j k l m Fuerza de causa a Falta de mantenimiento en los equipos 0 0 1 1 1 0 0 0 0 0 0 0 0 3 b Insuficiente número de personal capacitado 1 0 1 0 0 0 0 0 0 0 0 0 0 2 c Tiempo entre actividades muy alto 0 0 0 0 1 0 0 0 0 0 0 1 0 2 d Insuficiente número de maquinarias 0 0 1 0 1 0 0 0 0 1 0 0 1 4 e Falta de cobertura en la línea de distribución 0 0 0 0 0 0 0 0 0 0 0 0 1 1 f Aglutinamiento del personal y equipo por espacio físico insuficiente 0 0 1 0 0 0 0 0 0 0 0 0 0 1 g Inadecuado manejo de las finanzas de la fábrica 1 1 0 1 0 0 0 0 1 0 0 0 0 4 h Pocos vehículos de carga para distribución del producto terminado 0 0 0 0 1 0 0 0 0 0 0 0 0 1 i Tiempo muy largo en la adquisición de la materia prima 0 0 0 0 0 0 0 0 0 0 0 1 1 2 j Insuficiente variedad en el catalogo de productos 0 0 0 0 0 0 0 0 0 0 1 0 1 2 k Apariencia del producto nada llamativa 0 0 0 0 0 0 0 0 0 0 0 1 1 2 l Costo elevado del producto terminado 0 0 0 0 0 0 1 0 0 0 0 0 1 1 m Bajo margen de pedidos 0 0 0 0 1 0 1 0 0 0 0 1 0 3 Fuerza de efecto 2 1 4 2 5 0 2 0 1 1 1 4 6
- 4. DIAGRAMA DE RELACIONES Bajo margen de pedidos Falta de cobertura en línea distribución Aglutinamiento de personal y equipos por espacio físico insuficiente Costo elevado del producto terminado Insuficiente variedad en el catalogo de productos Apariencia del producto nada llamativa Falta de mantenimiento en los equipos Insuficiente número de personal capacitado Tiempo entre actividades muy alto Insuficiente número de maquinarias Pocos vehículos de carga para distribución del producto terminado Tiempo muy largo en la adquisición de la materia prima Inadecuado manejo de las finanzas de la fábrica
- 5. ELEMENTO CAUSA/EFECTO/TOTAL TIPO Falta de mantenimiento en los equipos 3 / 2 / 5 Causa principal Insuficiente número de personal capacitado 2 / 1 / 3 Causa principal Tiempo entre actividades muy alto 2 / 4 / 6 Elemento clave Insuficiente número de maquinarias 4 / 2 / 6 Elemento clave Falta de cobertura en la línea de distribución 1 / 5 / 6 Elemento clave Aglutinamiento del personal y equipo por espacio físico insuficiente 1 / 0 / 1 Causa principal Inadecuado manejo de las finanzas de la fábrica 4 / 2 / 6 Elemento clave Pocos vehículos de carga para distribución del producto terminado 1 / 0 / 1 Causa principal Tiempo muy largo en la adquisición de la materia prima 2 / 1 / 3 Causa principal Insuficiente variedad en el catalogo de productos 2 / 1 / 3 Causa principal Apariencia del producto nada llamativa 2 / 1 / 3 Causa principal Costo elevado del producto terminado 1 / 4 / 5 Efecto principal Bajo margen de pedidos 3 / 6 / 9 Elemento clave De esta manera tenemos las causas del problema sobre los cuales debemos enfocarnos, los efectos que debemos evitar y los problemas que deben ser vigilados con detenimiento. Para ello debemos resolver los elementos claves que traen un efecto en cadena sobre otras causas y efectos. Si se logra manejar adecuadamente las finanzas y se incrementa el número de maquinarias, se podrá disminuir el tiempo entre actividades aumentando la producción, bajan los costos del producto y de esta manera sube el margen de pedidos y aumenta la cobertura en la línea de distribución logrando en definitiva alcanzar el máximo de venta proyectado.
- 6. ANALISIS COMPARATIVO DIAGRAMA DE RECORRIDO DIAGRAMA DE RELACIONES En el diagrama podemos observar cada lugar donde se efectúan actividades determinadas y la ruta seguida por los trabajadores, materiales y el equipo. Es en este diagrama donde se representa de forma más real posible la distribución en planta, un sistema de manejo de materiales y la línea ó secuencia del proceso de elaboración de productos. Con este diagrama podemos observar si se cumple con el orden de los procesos. Este diagrama permite a un equipo de trabajo iniciar la evaluación de prioridades, se propone una estructura de ideas, adecuándolas tanto para el caso de problemas operativos como organizativos. Su empleo es apropiado para resolución de problemas complejos con un gran número de interrelaciones o causas. Esta relación se da por medio de flechas. Aquellos elementos que tienen más flechas de salida son probablemente las causas principales. Las que reciben más flechas son efectos que pudieran ser fundamentales. Joseángel Odor C.I: 24.953.067 Ing. Mtto. Mecánico Cabimas, agosto del 2018