Descargar como PDF, PPTX

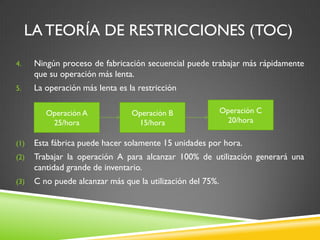

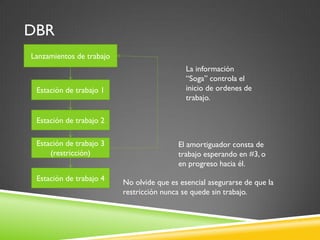
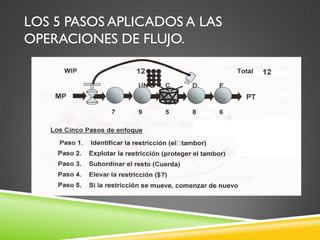
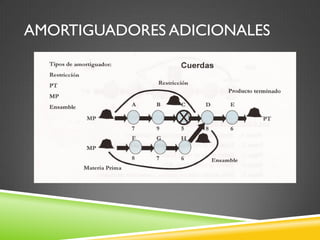

La teoría de restricciones (TOC), desarrollada por Eli Goldratt, se centra en la identificación y gestión de restricciones que limitan el rendimiento de un sistema. Esta teoría enfatiza que el proceso total está limitado por su elemento más lento, conocido como 'cuello de botella', y propone un enfoque sistemático para mejorar el rendimiento a través de cinco pasos. TOC se aplica ampliamente en la ingeniería industrial para optimizar la producción y maximizar el throughput, mientras que el modelo DBR (Drum-Buffer-Rope) ayuda a gestionar la programación y control de producción.

































































![Nota de clase_103_teora_de_restricciones[1]](https://cdn.slidesharecdn.com/ss_thumbnails/notadeclase103teoraderestricciones1-211107183314-thumbnail.jpg?width=640&height=640&fit=bounds)



























