Descargar para leer sin conexión











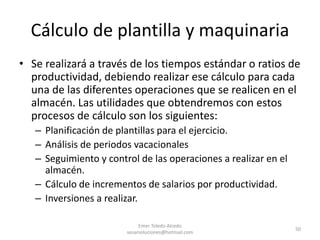
![• Variables
– N° camiones promedio de descarga diaria
– N° de pallets, kilos, etc; de descarga diaria
– Tipo de camión de descarga
– Tiempos estándar operativos
– Horarios de descarga de mercancías en el almacén.
• CALCULO Nº DE MUELLES
E= {[(N° camiones * (Tiempo aproximación + Tiempo salida)]
+ [N° Pallets descarga * Tiempo pallets] + [N° pedidos *
Tiempo administrativo o/pedido]} / Horas netas de trabajo día
Emer Toledo Alcedo
sesarsoluciones@hotmail.com
18
Muelle y zona de maniobra](https://image.slidesharecdn.com/almacenes-220313210404/85/Almacenes-18-320.jpg)

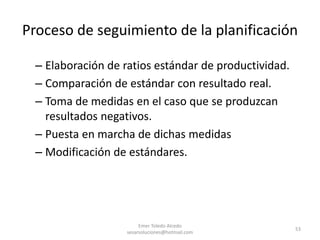
![• Variables:
– Media del N° camiones medio de descarga diaria
– N° de líneas de pedido
– Cantidad de entrada por línea en un dato físico (Cajas, Kilos, Pallets,
etc;)
– Superficie del elemento de manutención utilizado en los movimientos
del almacén.
• Cálculo m² de área de recepción
[(Media pallets descarga día + (Media de pallets
Descarga día * Desviación descarga)) + Superficie
Pallet] / Nivel previsto de rotación
Desviación descarga = Obtenida por observación de los
movimientos reales realizados en el almacén de la empresa o
tomando datos promedio del sector.
Emer Toledo Alcedo
sesarsoluciones@hotmail.com
20
Recepción y control](https://image.slidesharecdn.com/almacenes-220313210404/85/Almacenes-20-320.jpg)




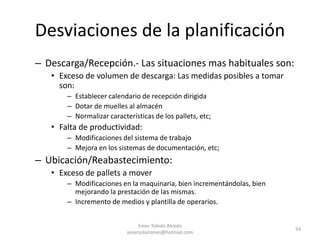
![Salidas verificación
(Expedición)
• Variables
– N° de clientes de servicio diario
– Horario de servicio a clientes
– Volumen medio de pedidos en unidades de
servicio
• Cálculo
M^2 Área Salida= [(Media rolls carga día + (Media
de rolls carga día * Desviación carga)) *
Superficie roll] / Nivel previsto de rotación
Roll= Unidad en la que se realizan las salidas
Emer Toledo Alcedo
sesarsoluciones@hotmail.com
25](https://image.slidesharecdn.com/almacenes-220313210404/85/Almacenes-25-320.jpg)



















El documento describe diferentes aspectos relacionados con la toma de inventarios y el diseño de almacenes. Explica que la toma de inventarios implica comparar la existencia física con el saldo del kardex contable, y debe realizarse al menos una vez al año. También describe dos tipos de inventarios, el inventario total sobre toda la existencia y el inventario rotativo que se realiza de forma selectiva sobre la mercadería. Finalmente, detalla elementos como la preparación, codificación y zonificación del almacén para optimizar su diseño y gestión.