Descargado 139 veces

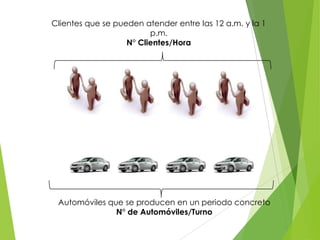

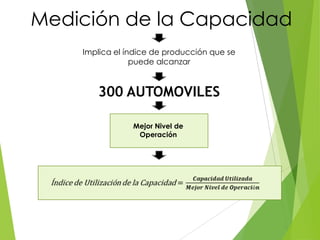







El documento aborda la medición y planificación de la capacidad en la producción, destacando la importancia de evaluar y proyectar la capacidad para satisfacer la demanda. Se menciona la utilización de la capacidad, el equilibrio del sistema productivo y las estrategias para aumentar la capacidad, como la subcontratación y la capacitación. También se señala la necesidad de mantener un equilibrio adecuado en las operaciones para optimizar el rendimiento.
























![Taller kanban[1]](https://cdn.slidesharecdn.com/ss_thumbnails/tallerkanban1-111012101010-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)






















































