Descargado 46 veces



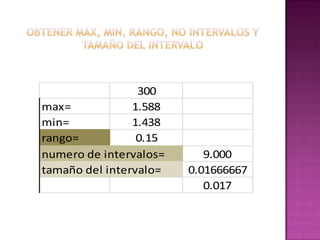
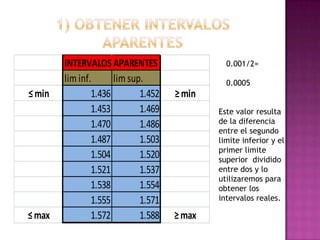

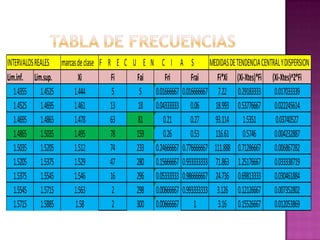
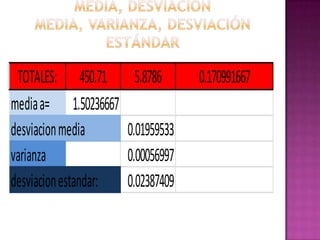
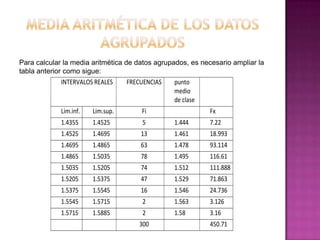
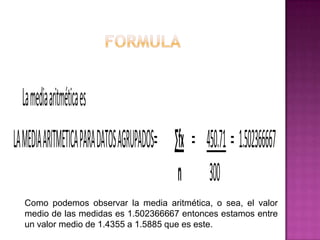
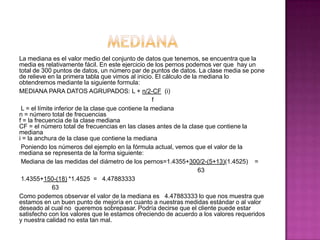
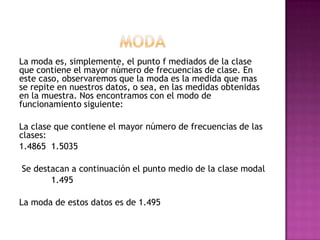
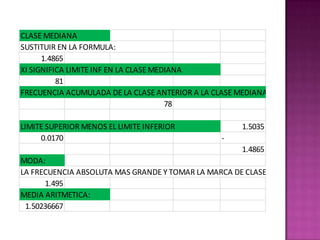



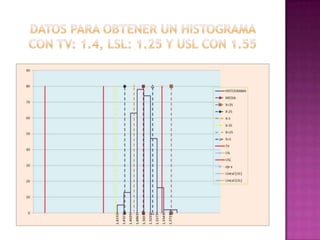

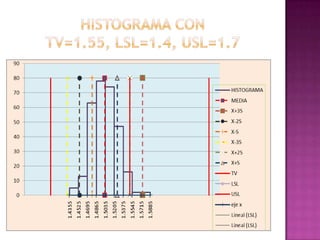
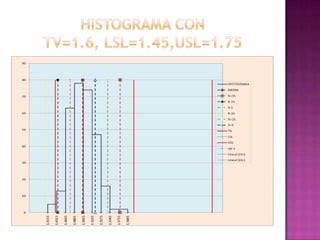
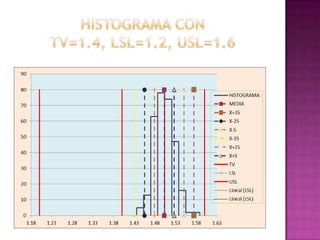
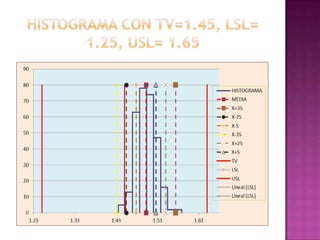


Este documento presenta los resultados de un estudio estadístico descriptivo realizado sobre una muestra de 300 pernos para determinar si cumplen con las especificaciones del cliente en términos de su diámetro. Se agruparon los datos en intervalos y se calcularon medidas como la media, mediana y moda. Los resultados muestran que la media es 1.50236667 cm, la mediana es 1.47883333 cm y la moda es 1.495 cm, indicando que el lote de pernos cumple con los estándares requeridos. Sin embargo, los resultados deben reinterpre
































































































