Descargado 28 veces
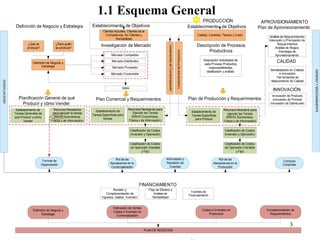
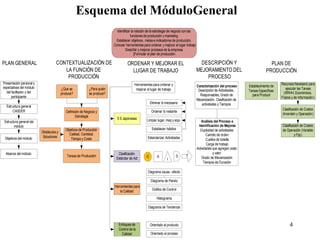
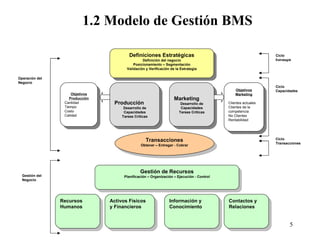
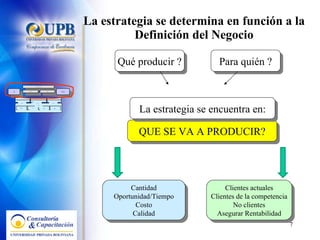

El documento habla sobre la producción en empresas rurales. Brevemente describe: 1) La relación entre las funciones de producción y marketing, y cómo la estrategia debe definir qué, para quién y cómo producir. 2) Algunos obstáculos comunes en la producción como falta de espacio, inventarios excesivos, y desorden; y cómo aplicar las 5S puede ayudar a mejorar la eficiencia. 3) La importancia de definir objetivos claros de producción en cuanto a cantidad, calidad, tiempo y costo para satisfacer las necesidades del cliente.












































![[Y19 - Carta de Servicios]](https://cdn.slidesharecdn.com/ss_thumbnails/91f74596-2bd2-44bf-949d-ee29a5d10078-160503224534-thumbnail.jpg?width=640&height=640&fit=bounds)


























![1[1].2. Competencias](https://cdn.slidesharecdn.com/ss_thumbnails/11-2-competencias-091129172534-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![Taxonomia Bloom Cuadro[1]](https://cdn.slidesharecdn.com/ss_thumbnails/taxonomiabloomcuadro1-091129174637-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



![1[1].3. Ed. Basada En Competencias](https://cdn.slidesharecdn.com/ss_thumbnails/11-3-ed-basadaencompetencias-091129172617-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)









![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)




