Descargado 15 veces

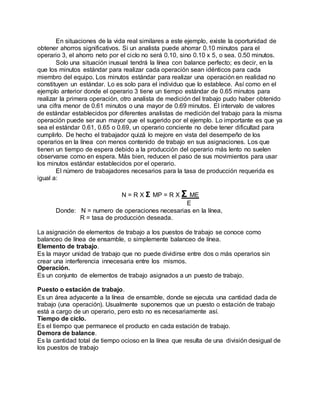


Este documento trata sobre el balanceo de líneas de producción. Explica que el balanceo implica determinar el número óptimo de trabajadores asignados a cada estación de trabajo para maximizar la eficiencia. Luego presenta un ejemplo numérico de cinco trabajadores ensamblando productos y calcula la eficiencia de la línea. Finalmente, discute conceptos como el tiempo estándar de cada operación y formas de mejorar la asignación de trabajadores.



































































