Descargado 30 veces




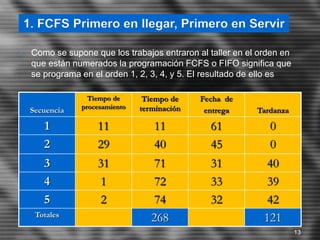


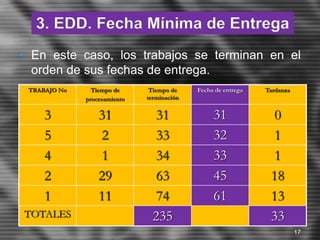





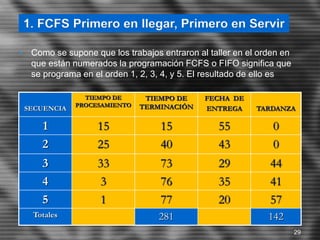
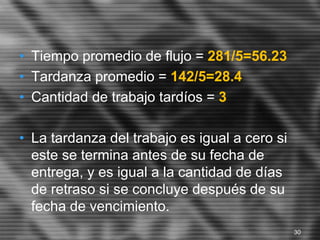


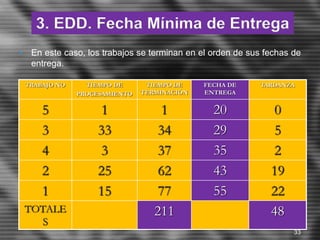


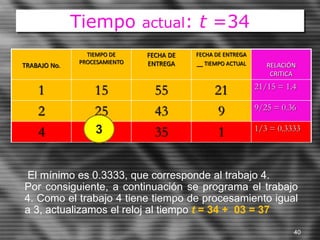
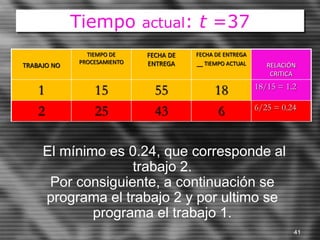



El documento describe las reglas de despacho en la programación de trabajos, incluyendo criterios como FCFS, SPT, EDD y CR. Se compara la eficiencia de estas reglas mediante ejemplos prácticos, evaluando el tiempo promedio de flujo, la tardanza promedio y la cantidad de trabajos retrasados. Cada regla tiene sus ventajas y desventajas en gestión de procesos en un taller de manufactura.


































































































