Descargado 2043 veces
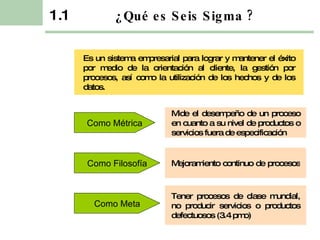
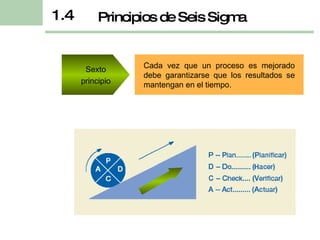
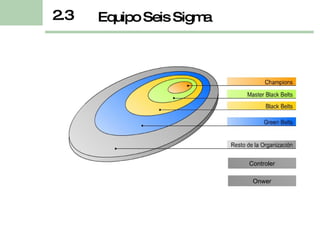

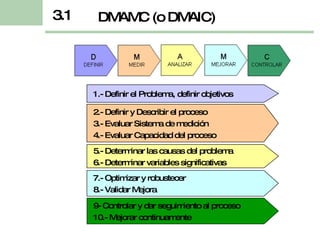
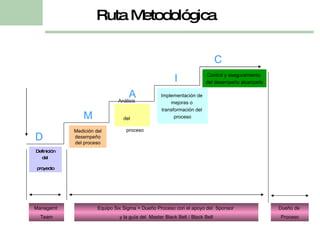
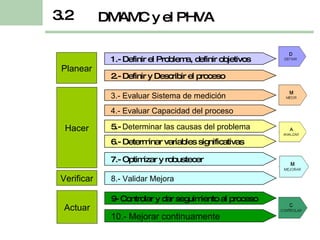
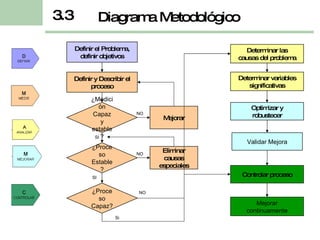
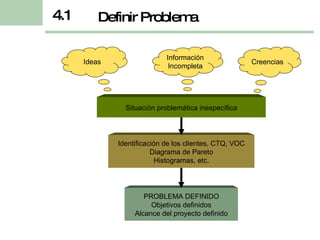
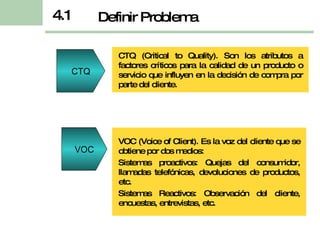

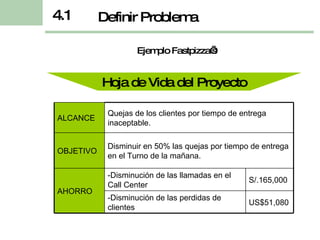
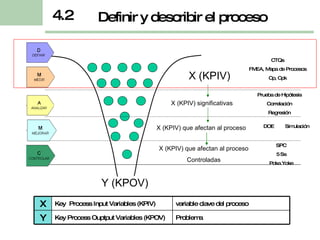
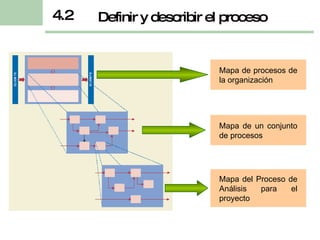
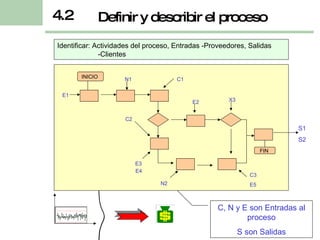
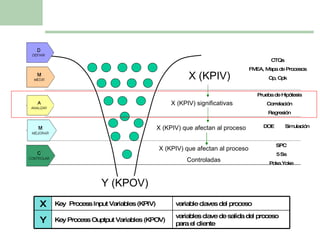
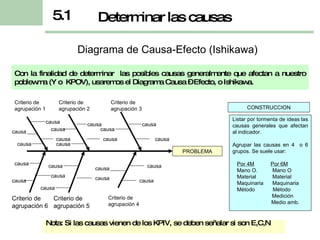
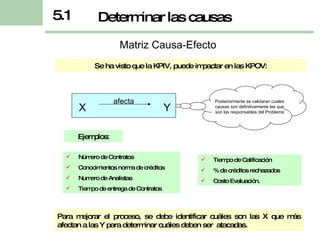

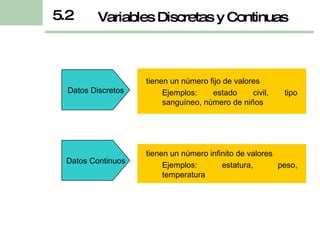

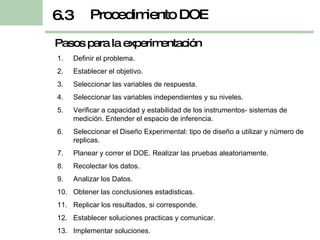
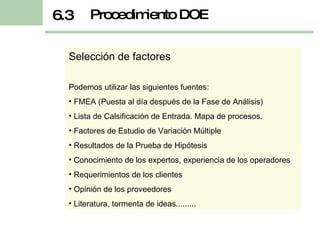
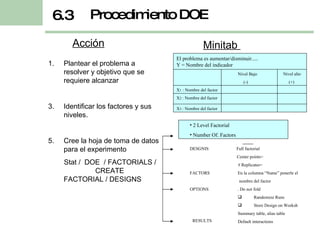
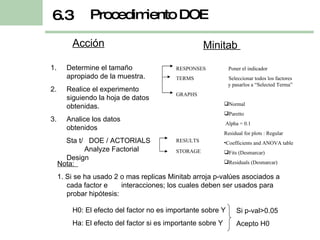
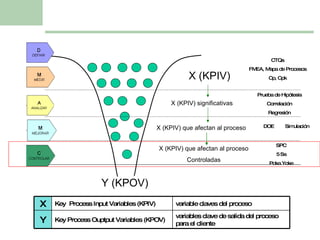


El documento presenta una introducción al sistema de gestión de calidad Seis Sigma. Explica las fases de la metodología DMAIC (Definir, Medir, Analizar, Implementar, Controlar) y los conceptos clave como CTQ, VOC y equipo Seis Sigma. La agenda incluye las fases de definición y medición del proceso, así como ejemplos de cómo identificar y priorizar los problemas desde la perspectiva del cliente.











































































































