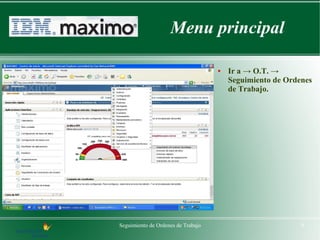
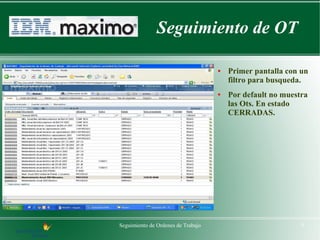
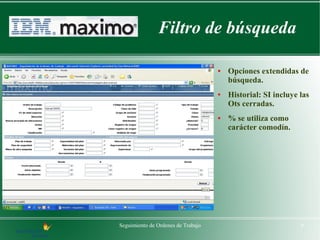
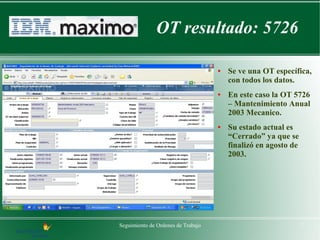
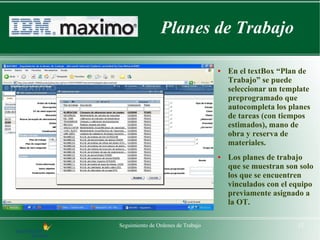
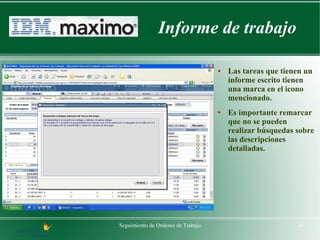
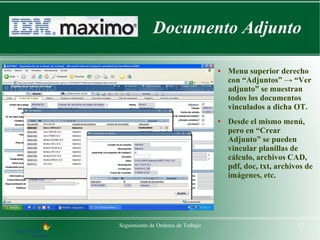
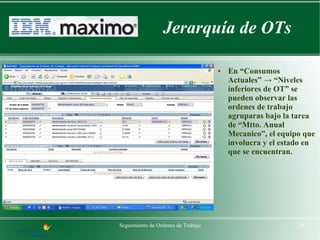
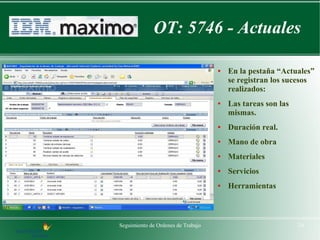
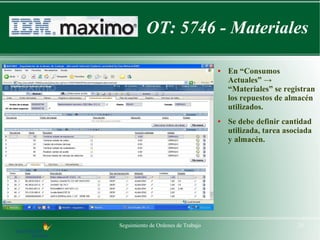
Este documento describe el módulo de seguimiento de órdenes de trabajo en el sistema de gestión de mantenimiento MAXIMO. Explica cómo crear, filtrar y ver el estado de órdenes de trabajo, así como los tipos de órdenes de trabajo, estados, equipos asociados, planes de trabajo, mano de obra, inventario y mediciones.