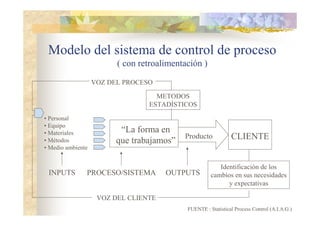
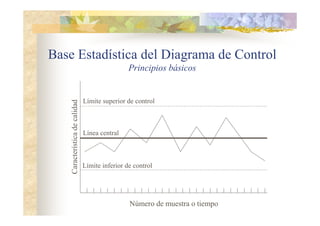
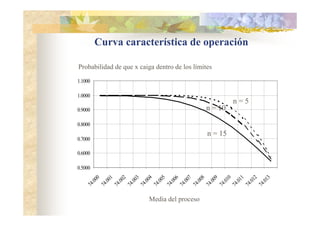
Este documento explica los diagramas de control y cómo funcionan. Brevemente, los diagramas de control monitorean procesos mediante el uso de límites estadísticos para detectar cuando un proceso sale de control. Si un punto cae fuera de los límites, esto indica que es probable que el proceso esté fuera de control y se deben tomar acciones correctivas. Los diagramas de control ayudan a los gerentes a mantener procesos bajo control estadístico.



























![Graficas de control por atributo y por variable [autoguardado]](https://cdn.slidesharecdn.com/ss_thumbnails/graficasdecontrolporatributoyporvariableautoguardado-150206091927-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)

















![Unidad1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/unidad11-100905231554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)









































