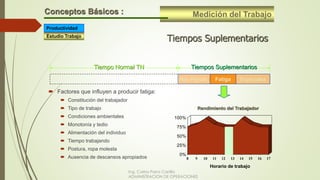
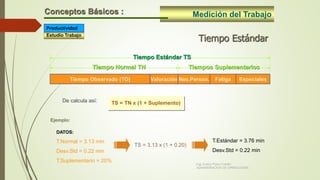
Este documento presenta información sobre productividad y medición del trabajo. Explica conceptos clave como tiempo observado, valoración del trabajo, tiempo normal, tiempos suplementarios y tiempo estándar. El autor, Ing. Carlos Parra Carrillo, es docente e ingeniero industrial que enseña sobre métodos y tiempos, y teorías modernas de producción.